Lehet-e 6061 alumínium présöntvény? A közvetlen válasz
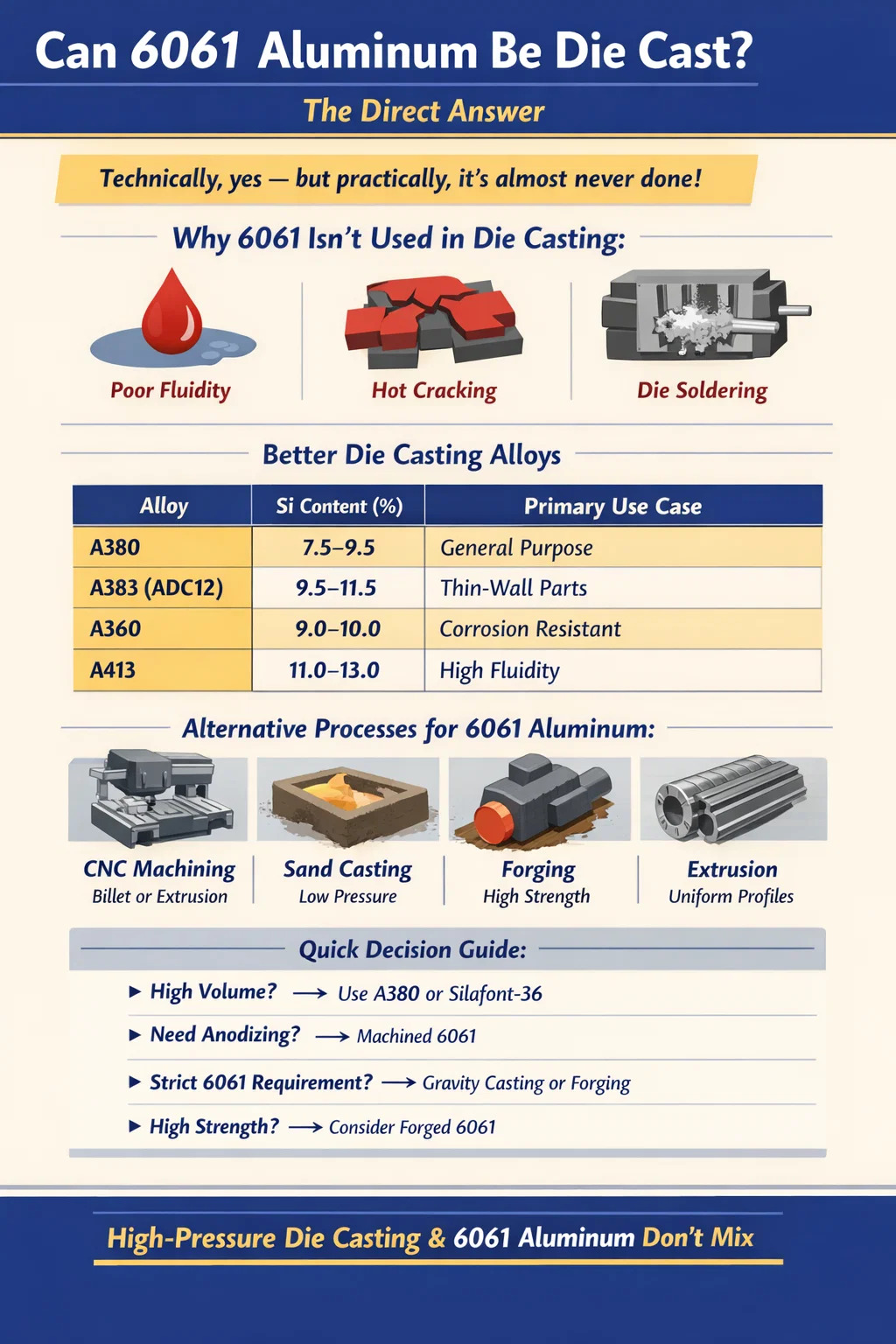
Műszakilag igen – de a gyakorlati gyártásban A 6061 alumíniumot szinte soha nem használják fröccsöntésben , és a legtöbb fröccsöntő létesítmény nem tanácsolja ezt. Az ok az ötvözetkémiában keresendő. A 6061 egy kovácsolt alumíniumötvözet, ami azt jelenti, hogy kifejezetten olyan eljárásokra tervezték, mint az extrudálás, hengerlés és kovácsolás – nem pedig nagy nyomású acélszerszámokba való befecskendezésre. Magnézium- és szilíciumtartalma, bár kiváló szerkezeti teljesítményt nyújt a hőkezelés után, komoly problémákat okoz a fröccsöntési környezetben: rossz folyékonyság, melegrepedési hajlam és szerszámforrasztási problémák, amelyek megnövelik a selejt arányát és a szerszámköltséget.
Az alumíniumötvözetek uralják a fröccsöntés az ipar erre a célra tervezték. Az A380, A383, A360 és ADC12 adják az alumínium présöntvények túlnyomó többségét világszerte, éppen azért, mert szilíciumtartalmuk – jellemzően 8% és 12% között van – biztosítja számukra a présöntvény által megkövetelt olvadékfolyékonyságot, termikus viselkedést és megszilárdulási jellemzőket. A 6061 csak 0,4-0,8% szilíciumot tartalmaz , jóval a megbízható, nagy volumenű présöntéshez szükséges küszöb alatt.
Ez a cikk elmagyarázza, hogy a 6061 miért viselkedik úgy, ahogyan a fröccsöntés során, milyen alternatívák léteznek, és mely forgatókönyvek esetén más ötvözet – vagy teljesen más eljárás – választása eredményez jobb eredményeket alacsonyabb költségek mellett.
A 6061 alumínium megértése: Az ötvözet összetétele és következményei
A 6061 alumínium egy 6xxx sorozatú ötvözet, ami azt jelenti, hogy elsődleges ötvözőelemei a magnézium (Mg) és a szilícium (Si). A standard összetétel tartomány a következő:
| Elem | Összetételi tartomány (%) | Szerep az ötvözetben |
|---|---|---|
| Szilícium (Si) | 0,40 – 0,80 | Mg₂Si-vel erősödve kicsapódik |
| Magnézium (Mg) | 0,80 – 1,20 | Elsődleges erősítő elem |
| Réz (Cu) | 0,15 – 0,40 | További szilárdság, kissé csökkenti a korrózióállóságot |
| Króm (Cr) | 0,04 – 0,35 | Szemcseszerkezet szabályozás |
| vas (Fe) | Max 0,70 | Mellékes; szennyeződésként ellenőrzik |
| Alumínium (Al) | Egyenleg (~96–99) | Nem nemesfém |
A magnézium és a szilícium kombinációja magnézium-szilicid (Mg2Si) csapadékot képez a hőkezelés során (T4 vagy T6 temperálás), ami adja a 6061-T6 jól ismert szakítószilárdságát, kb. 310 MPa (45 000 psi) . Ez a csapadékos keményedési reakció az ötvözet egyik legnagyobb előnye – de ez utófeldolgozási előny, nem pedig öntési előny.
Ezzel szemben az alacsony szilíciumtartalom azt jelenti, hogy az olvadt ötvözet magas viszkozitással és szűk megszilárdulási tartománnyal rendelkezik. A szerszámba öntve vagy befecskendezve nem folyik könnyen vékony falakba vagy bonyolult geometriákba. Az eredmény hiányos kitöltések, hidegzárások és porozitás – olyan hibák, amelyek különösen a szerkezeti vagy nyomásálló fröccsöntött alkatrészeknél jelentenek problémát.
Miért teljesít rosszul a 6061 a présöntési folyamatban?
A présöntés nagynyomású, nagy sebességű eljárás. Az olvadt alumíniumot egy acélszerszámba fecskendezik be olyan nyomáson, amely jellemzően a 10 000-30 000 psi (69-207 MPa) , ezredmásodpercben mért töltési időkben. Az ötvözetnek azonnal át kell folynia a futószalagokon és a kapukon, teljesen ki kell töltenie a vékony részeket, és előre láthatóan meg kell szilárdulnia. A 6061 több hibapontot hoz létre ebben a környezetben.
Rossz olvadékfolyékonyság
Az alumíniumöntvény-ötvözetek folyékonyságát nagyrészt a szilíciumtartalom szabályozza. A szilícium csökkenti az olvadáspontot, kiszélesíti a folyadék-szilárd anyag hőmérsékleti ablakot, és csökkenti az olvadék felületi feszültségét. A présöntvény-ötvözetek, mint például az A380, nagyjából 8,5% szilíciumot tartalmaznak. A 6061 kevesebb mint 1%-ot tartalmaz. Folyékonysági teszteknél (például spirális folyékonysági teszteknél) az A380 folyamatosan kétszer-háromszor annyit tölt meg, mint egy 6061 olvadék azonos körülmények között. A 2 mm alatti vékonyfalú részek 6061-gyel gyakorlatilag lehetetlenné válnak megbízhatóan kitölteni.
Forró repedés a megszilárdulás során
A 6061 széles szilárdulási tartománnyal rendelkezik – a rés a likvidusz (~652°C) és a solidus (~582°C) között körülbelül 70°C. Ebben a félszilárd fázisban az ötvözet érzékeny a forró szakadásra: a részben megszilárdult váz összehúzódik, de a folyékony fém nem tud elég gyorsan átfolyni a fennmaradó csatornákon, hogy kompenzálja. Az eredmény belső repedések. A magas szilíciumtartalmú fröccsöntött ötvözetek szűkebb szilárdulási tartományokkal rendelkeznek , ami azt jelenti, hogy a fém gyorsabban és egyenletesebben alakul át folyékonyból szilárd állapotba, drámaian csökkentve a forró repedés kockázatát.
Forrasztási és szerszámos sérülések
A szerszámos forrasztás akkor következik be, amikor az alumínium az acélszerszám felületéhez kötődik. A szerszám vastartalma reakcióba lép az olvadékban lévő alumíniummal, és vas-alumínium intermetallikus vegyületeket (Fe-Al IMC) képez a szerszám felületén. A szilícium pufferként működik – elsősorban a vassal reagál, és olyan Fe-Si fázisokat képez, amelyek kevésbé tapadnak és könnyebben felszabadulnak. Mivel a 6061-ben alacsony a szilícium, sokkal hajlamosabb a szerszám felületére való forrasztásra. Ez növeli a kilökési erőket, felületi hibákat okoz az öntvényen, és felgyorsítja a szerszámeróziót. A fröccsöntési próbák során a 6061 szerszám élettartama a jelentések szerint lényegesen rövidebb a szabványos présöntvény-ötvözetekhez képest.
A hőkezelés szövődményei
A 6061 egyik fő vonzereje a T6 hőkezelésre adott válasza, amely a húzószilárdságot körülbelül 125 MPa-ról (18 000 psi) lágyított állapotban körülbelül 310 MPa-ra (45 000 psi) emeli. A fröccsöntött alkatrészeket azonban – még a kompatibilis ötvözetek esetében is – köztudottan nehéz hőkezelni, mivel a szerszámban a gyors megszilárdulás visszatartja a gáz porozitását. Amikor egy porózus öntvényt 530°C körüli hőmérsékleten oldatos hőkezelnek, a bezárt gáz kitágul, és hólyagosodást okoz a felületen. A 6061-es présöntvények ugyanezzel a problémával szembesülnének, miközben az öntés során már folyékonysági és repedési problémákkal is szembesültek. A nettó eredmény az, hogy a 6061 feltételezett szilárdsági előnye egyébként sem realizálható megbízhatóan présöntéssel.
Milyen alumíniumötvözeteket használnak valójában a présöntésben?
A fröccsöntőipar az alumíniumötvözetek rövid listáját választotta, amelyek folyamatosan megbízható, kiváló minőségű eredményeket adnak. Ezeknek az alternatíváknak a megértése elengedhetetlen annak eldöntéséhez, hogy folytassák-e fröccsöntéssel az eredetileg 6061 körül tervezett alkatrészt.
| Ötvözet | Si-tartalom (%) | UTS (MPa) | Elsődleges használati eset |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Általános célú; legszélesebb körben használt présöntvény ötvözet világszerte |
| A383 (ADC12) | 9,5 – 11,5 | ~310 | Összetett vékony falú alkatrészek; jobb folyékonyság, mint az A380 |
| A360 | 9,0 – 10,0 | ~317 | Nyomástömörség, korrózióállóság |
| A413 | 11,0 – 13,0 | ~296 | Legmagasabb folyékonyság; hidraulikus alkatrészek, bonyolult öntvények |
| Silafont-36 (Al-Si-Mg) | 9,5 – 11,5 | Akár ~350 (T5/T7) | Szerkezeti autóipari présöntvények; hőkezelhető |
| 6061 | 0,40 – 0,80 | 310 (T6, kovácsolt) | Extrudálás, kovácsolás, megmunkálás – nem présöntés |
Az A380 önmagában egy becsült érték Az Észak-Amerikában gyártott összes alumínium présöntvény 60%-a vagy több . Jó mechanikai tulajdonságainak, kiváló önthetőségének és ésszerű költségének kombinációja az iparág alapértelmezésévé teszi. Amikor a tervezőknek nagyobb szilárdságú, hőkezelhető présöntvény alumíniumra van szükségük, egyre gyakrabban fordulnak az olyan ötvözetek felé, mint a Silafont-36 vagy az Aural-2, amelyeket az alapoktól kezdve úgy terveztek, hogy a jó présöntési viselkedést kombinálják az öregedésre való reagálás képességével – amit a 6061 nem tud présöntvény formájában szállítani.
Amikor a mérnökök megadják a 6061-et, és miért váltanak
Sok termékfejlesztési forgatókönyvben a mérnökök a 6061-et adják meg a projekt elején, mert ismerik azt, vagy mert a prototípusokat 6061-es tuskóból gyártották. Amikor a termelési mennyiségek nőnek, és a fröccsöntés vonzóvá válik a költségcsökkentés szempontjából, valódi döntési ponttá válik az a kérdés, hogy megtartsuk-e a 6061-et. A tipikus eredmény egy kompatibilisebb présöntvény-ötvözetre való váltás, de a logikát érdemes részletesen megvizsgálni.
Mechanikai tulajdonságokkal kapcsolatos követelmények
A mérnökök gyakran a 6061-T6-ot körülbelül 310 MPa szakítószilárdságra és 276 MPa folyáshatárra írják elő. A kérdés az, hogy ezeket a tulajdonságokat valóban megköveteli-e az alkalmazás, vagy konzervatívan, az ismertség alapján választották ki őket. A fröccsöntött A380 UTS értéke körülbelül 317 MPa, ami nagyon közel áll a 6061-T6-hoz, és a folyáshatár körülbelül 159 MPa. Azoknál az alkalmazásoknál, ahol a folyáshatár a kritikus paraméter – például szerkezeti tartókonzolok vagy teherhordó házak –, az A380 elmaradhat, és a mérnöknek két lehetősége van: megtervezi a geometriát további falvastagsággal a kompenzáció érdekében, vagy át kell váltani egy hőkezelhető fröccsöntvény-ötvözetre, például a Silafont-36-ra, amely a kezelés után elérheti a 240 T5 MP/7 vagy nagyobb folyáshatárt.
Korrózióállóság
A 6061 jó korrózióállóságáról ismert, különösen tengeri és kültéri környezetben. Az A380 magasabb réztartalmat tartalmaz (akár 3,5%), ami csökkenti a korrózióállóságát a 6061-hez képest. Ha egy alkatrésznek ellenállnia kell a sópermetnek, vagy bevonat nélküli tengerparti környezetben kell használni, az A380 felületkezelést igényelhet. Az A360 egy alacsonyabb réztartalmú alternatív fröccsöntési ötvözet, amely jobb korrózióállóságot biztosít, és gyakran előírják, amikor az eloxáló vagy kromát konverziós bevonatok a folyamat részét képezik.
Eloxálás és felületkezelés
A 6061 rendkívül jól eloxál. Az alacsony vastartalmú és alacsony réztartalmú összetétel tiszta, konzisztens anódoxid réteget hoz létre. A fröccsöntő ötvözetek, különösen a magas szilíciumtartalmúak, rosszul eloxálódnak – a szilícium részecskék eloxálatlanok maradnak, és sötétszürke vagy fekete foltokként jelennek meg az oxidrétegben, ami szinte lehetetlenné teszi a dekoratív fényes eloxálást. Ha az alkatrész tiszta vagy színes eloxálást igényel esztétikai okokból, akkor a présöntés az ötvözettől függetlenül nem megfelelő eljárás. A homoköntés vagy a gravitációs permanens öntés 6061 vagy hasonló kovácsolt összetételű ötvözetekkel, majd T6 kezeléssel a jobb út közepes térfogatú eloxált alkatrészekhez.
Megmunkálhatóság
A 6061-et öröm megmunkálni. Tiszta forgácsot termel, szűk tűréseket tart, jól fogadja a menet- és menetfúrást. A présöntvény-ötvözetek általában keményebbek a vágószerszámokon koptató szilíciumtartalmuk miatt, bár az A380 a fröccsöntési szabványok szerint továbbra is meglehetősen megmunkálható. Ha az öntés után jelentős utómegmunkálásra van szükség – például precíziós furatokra, menetes betétekre vagy szűk síksági tűrésekre –, ezt figyelembe kell venni az A380-as présöntés és a 6061-et használó alternatív eljárások teljes folyamatköltségének összehasonlításában.
Alternatív gyártási eljárások a 6061 alumíniumhoz
Mivel a 6061 nem alkalmas présöntésre, azoknak a mérnököknek, akiknek szükségük van a 6061 anyagtulajdonságaira, figyelembe kell venniük a következő gyártási folyamatokat, amelyek mindegyikének megvan a maga kompromisszuma a geometriai képesség, a felületi minőség, a költségek és a térfogat méretezhetősége tekintetében.
CNC megmunkálás tuskóból vagy extrudálásból
Kis és közepes mennyiségek esetén – jellemzően évi 1000 alkatrész alatt – a 6061-es tuskó vagy extrudált alapanyag megmunkálása gyakran a legköltséghatékonyabb módszer. 6061 gépek nagy sebességgel, kiváló élettartammal. Egy hozzáértő CNC-műhely rutinszerűen ±0,025 mm-es (±0,001 hüvelyk) tűréseket tud tartani. A korlát az anyagpazarlás (a vásárlás-repülés aránya összetett alkatrészek esetén magas lehet) és a ciklusidő bonyolult geometriák esetén. Nagy volumenű gyártás esetén a megmunkálás alkatrészenkénti költsége gyorsan meghaladja az öntést.
Homoköntés és állandó öntés
A 6061 homokönthető vagy gravitációs adagolással tartós formákba önthető. Ezek az eljárások alacsonyabb fröccsnyomást igényelnek, mint a fröccsöntésnél, így az ötvözetnek ideje megtölteni a formát. A 6061-es homoköntést a repülőgépiparban és a védelmi iparban alkalmazzák , ahol az anyagtanúsítási követelmények az ötvözet összetételét és a hőkezelési reakciót írják elő, nem pedig szabványos présöntvény-ötvözetekkel való helyettesítést. A T6-tal kezelt 6061-es homoköntvények folyáshatára jellemzően 220–260 MPa tartományba esik, valamivel a kovácsolt érték alatt, de számos szerkezeti alkalmazáshoz elegendő. A homoköntéshez szükséges szerszámköltségek alacsonyak (sok esetben 5000 dollár alatt), így egyetlen prototípustól több ezer alkatrészig évente életképes.
Kovácsolás
A 6061 az egyik leggyakrabban kovácsolt alumíniumötvözet. A kovácsolás az alkatrész feszültségvonalai mentén igazítja a szemcseszerkezetet, és olyan mechanikai tulajdonságokat eredményez, amelyek meghaladják az öntött és a megmunkált alkatrészeket. A kovácsolt 6061-T6 szakítószilárdságot érhet el 330–350 MPa, folyáshatára 295–310 MPa — értelemszerűen magasabb, mint a szabványos kovácsolt lemez specifikáció. Az űrrepülőgép szerkezeti alkatrészeit, a kerékpár-alkatrészeket és a gépjármű-felfüggesztési alkatrészeket gyakran kovácsolják a 6061-ből. Hátránya, hogy a kovácsolószerszámok drágák (gyakran 20 000–80 000 USD/szerszámkészlet), és az eljárás a legalkalmasabb viszonylag egyszerű geometriájú és alámetszések nélküli alkatrészekhez.
Extrudálás
Az extrudálás vitathatatlanul a 6061 natív folyamata. Az ötvözet átfolyik egy szerszámon, és nagy sebességgel hosszú, állandó keresztmetszetű profilokat hoz létre. Az extrudáló szerszámok 500–3000 dollárba kerülnek az egyszerű profilok esetében, így ez a folyamat kis mennyiség mellett is elérhető. Komplex keresztmetszetek üreges kamrákkal érhetők el. A másodlagos műveletek, mint például a hosszra fűrészelés, lyukasztás, fúrás és hajlítás, a 6061-et kész szerkezeti elemekké alakítják. A megkötés az, hogy a keresztmetszetnek egyenletesnek kell lennie a hossz mentén – az extrudálás nem tudja előidézni azt a háromdimenziós bonyolultságot, amelyet a présöntés elér.
Tixocasting és reocasting (félig szilárd feldolgozás)
A félszilárd fémek (SSM) feldolgozása egy szűk, de releváns lehetőség. A tixocasting során egy speciálisan elkészített, tixotróp mikroszerkezetű 6061-es tuskót félig szilárd tartományba melegítenek, és egy szerszámba injektálják. Mivel az anyag részben szilárd, kiszámíthatóbban folyik, kisebb turbulenciával és kisebb porozitással, mint a hagyományos présöntés. Kutatási tanulmányok bizonyították A thixocast 6061-T6 280-310 MPa szakítószilárdságot képes elérni , nagyon közel van a megmunkált benchmarkhoz. A korlát a költség: a tuskó-előkészítési folyamat (SIMA vagy MHD módszerek) többletköltséget jelent, a folyamat ablaka pedig szűk, szigorú hőmérsékletszabályozást igényel. A 6061 SSM-feldolgozását autóipari és repülőgép-alkatrészekben használják, ahol a mechanikai teljesítménynek és a bonyolult geometriának együtt kell léteznie, de ez nem egy általános gyártási folyamat.
Nagynyomású présöntés kontra kisnyomású és gravitációs folyamatok: Hatás a 6061 életképességére
Érdemes különbséget tenni a különböző öntési folyamatcsaládok között, mert a 6061-es kihívások jelentősen eltérnek a töltési nyomástól és a sebességtől függően.
- Nagynyomású présöntés (HPDC) : Befecskendezési nyomás 10 000–30 000 psi, töltési idő 10–100 ms. A 6061 teljesen alkalmatlan. Az alacsony folyékonyság, a melegrepedés-érzékenység és a szerszámos forrasztás kombinációja lehetetlenné teszi a megbízható gyártást kereskedelmi méretekben.
- Alacsony nyomású présöntés (LPDC) : 5–15 psi (0,03–0,1 MPa) nyomás, sokkal lassabb töltési sebesség. A 6061 itt jobban jár. Az LPDC-t kerékgyártáshoz és egyes autóipari szerkezeti öntvényekhez használják. A lassabb töltés csökkenti a turbulenciát, és lehetővé teszi egyes, alacsonyabb folyékonyságú ötvözetek elfogadható teljesítményét. A 6061 alacsony nyomású önthető megfelelő hőmérséklet-szabályozás mellett, bár gondos folyamatszabályozást igényel.
- Gravitációs állandó öntőforma (GPM / hidegöntés) : Nincs nyomás; a fém gravitáció hatására megtelik. Ez a legmegbocsátóbb öntési eljárás a 6061-hez az ötvözet-kompatibilitás szempontjából. A 6061-ben készült GPM öntvények megbízhatóan T6 hőkezelhetők, és hasznos szerkezeti tulajdonságokat érhetnek el. A felületkezelés és a méretkonzisztencia gyengébb, mint a HPDC, de az eljárás sokkal könnyebben hozzáférhető ennél az ötvözetnél.
- Vákuumos öntés : A HPDC olyan változata, ahol a porozitás csökkentése érdekében vákuumot vonnak be a szerszámüregbe a befecskendezés előtt. Míg a vákuum-rásegítés javítja az alkatrészsűrűséget, és lehetővé teszi a hőkezelést a szabványos fröccsöntött ötvözetek esetében, nem oldja meg a 6061-hez kapcsolódó alapvető folyékonysági vagy melegrepedési problémákat HPDC összefüggésben.
A gyakorlati kivonat az, hogy ha a fröccsöntés kifejezetten a HPDC-t jelenti – ami a legtöbb ipari beszélgetésben így van –, akkor a 6061 kerülendő. Ha az alacsony nyomású vagy gravitációs eljárások a hatálya alá tartoznak, a 6061 életképes megoldássá válik, különösen a T6 hőkezelést igénylő szerkezeti részek esetében.
Költség-összehasonlítás: présöntés A380-al vs. alternatív eljárások 6061-el
A költség az egyik leggyakoribb tényező a 6061-es fröccsöntéssel kapcsolatos kérdés mögött – a tervezők általában a 6061 anyagtulajdonságait akarják, de a présöntés alkatrészenkénti gazdaságosságát. A következő összehasonlítás egy reprezentatív szerkezeti házrészt használ referenciaként, amely közepes bonyolultságú.
| Folyamat | Ötvözet | Szerszámköltség (kb.) | Alkatrészenkénti költség 10 ezer/év | Hőkezelés lehetséges? |
|---|---|---|---|---|
| HPDC | A380 | 30 000–100 000 USD | 2-8 dollár | Korlátozott (porozitási kockázat) |
| HPDC (strukturális) | Silafont-36 | 30 000–100 000 USD | 3-10 dollár | Igen (vákuum-rásegítéssel) |
| Gravity Perm. Penész | 6061 | 5000–20 000 dollár | 8-20 dollár | Igen (T6 elérhető) |
| Homoköntés | 6061 | 1000–8000 dollár | 15-40 dollár | Igen (T6 elérhető) |
| CNC megmunkálás | 6061 tuskó | 0–5000 USD (beállítás) | 20-80 dollár | Igen (előkezelt állomány) |
Az adatok azt mutatják, hogy az A380-as vagy szerkezeti fröccsöntési ötvözetű HPDC a legalacsonyabb alkatrészköltséget nyújtja nagy mennyiségek mellett, de ehhez olyan anyagot kell elfogadni, amely nem 6061. Ha a 6061 valóban szükséges – például a repülési anyagok specifikációi vagy a speciális korróziós tanúsítási követelmények miatt –, akkor a gravitációs öntés vagy megmunkálás a gazdaságossági szempontból magasabb költségű csereútvonal. ötvözet.
Feltörekvő alternatívák: kovácsolt összetételű présöntvény-ötvözetek
Az ipar nem hagyta figyelmen kívül a 6061-hez közelebbi tulajdonságú présöntvény-alumínium iránti keresletet. Számos ötvözetfejlesztő és öntödei szakember vezetett be olyan ötvözeteket, amelyek célja a szabványos présöntvény-ötvözetek és a kovácsolt sorozatú kompozíciók közötti szakadék áthidalása. Ezeket érdemes tudni azoknak a mérnököknek, akik mérlegelik a lehetőségeikat.
Castasil-37 (Al-Si-Mg, alacsony vastartalom)
A Rheinfelden Alloys által kifejlesztett Castasil-37 körülbelül 9-11% szilíciumot tartalmaz, nagyon alacsony vastartalommal (0,15% alatt) és szabályozott magnéziummal. Alacsony vastartalma drámaian csökkenti a présforrasztási hajlamot a szabványos ötvözetekhez képest, és az ötvözet fröccsöntéssel vékony, összetett szakaszokat készíthet. Nem felel meg a 6061 teljes hőkezelési reakciójának, de öntött tulajdonságai versenyképesek sok olyan alkalmazással, amelyek egyébként figyelembe vennék a 6061-et.
Aural-2 és Aural-5
Ezek olyan elsődleges alumíniumötvözetek, amelyeket kifejezetten nagy integritású szerkezeti présöntvényekhez fejlesztettek ki, különösen az autóiparban, ahol az ütközési teljesítmény nagy szilárdságot és nagy rugalmasságot igényel. Az Aural-2 10-15%-os nyúlási értékeket ér el T7 állapotban , ami a 6061-T6-hoz hasonlítható. Ezek az ötvözetek présönthetők vákuum-rásegítéssel ellátott HPDC-vel, majd hőkezelhetők jelentős hólyagosodás nélkül, ami a 6061 tulajdonsághoz a legközelebbi elérhető közelítést jelenti fröccsöntött formában.
Hpdc-optimalizált 6xxx sorozatú ötvözetek (kutatási szakasz)
Az akadémiai és ipari kutatócsoportok módosított 6xxx sorozatú ötvözeteket fejlesztettek ki emelt szilícium-adalékanyagokkal, amelyek célja a fröccsöntési teljesítmény javítása, miközben megőrizték az öregedési reakció egy részét. Ezek még nem ismertek kereskedelmi méretekben, de az olyan folyóiratokban, mint a Journal of Materials Processing Technology közzétett kísérleti gyártási eredményei azt sugallják, hogy a 3–5% Si-t és kiegyensúlyozott Mg-adalékokat tartalmazó ötvözetek 280–300 MPa szakítószilárdságot érhetnek el a HPDC-vel végzett T5-kezelés után. Ez továbbra is aktív fejlesztési terület nem pedig kész gyártási lehetőség.
Gyakorlati döntési útmutató: Választás a 6061 és a présöntvény ötvözetek között
Az alábbi döntési keret célja, hogy segítse a mérnököket és a terméktervezőket, hogy gyorsan megtalálják az adott helyzetüknek megfelelő utat.
- Ha éves mennyisége meghaladja 5000 alkatrész és a geometriai összetettség nagy, az A380-zal vagy szerkezeti ötvözetekkel végzett présöntés szinte biztosan a megfelelő eljárás – értékelje újra, hogy a 6061 tulajdonságok valóban szükségesek-e vagy egyszerűen ismerősek.
- Ha a kész alkatrész dekoratív eloxálása szükséges, akkor a présöntés teljesen rossz eljárás. Használjon extrudálást vagy megmunkált 6061-et megfelelő felületkezeléssel.
- Ha az öntött alkatrésztől 200 MPa feletti folyáshatárra van szükség, értékelje ki a vákuummal támogatott HPDC-t Silafont-36-tal vagy Aural-2-vel, mielőtt gravitációs öntési eljáráshoz folyamodik 6061-gyel.
- Ha az ötvözet specifikációját egy ügyfél, szabályozó testület vagy a 6061-re hivatkozó repülőgép-szabvány határozza meg, ne helyettesítse. Használjon gravitációs öntést, homoköntést vagy kovácsolást.
- Ha a mennyiség évi 1000 alkatrész alatt van, és a geometria megengedi, a 6061-T6 raktárkészletből történő CNC megmunkálás biztosítja a legjobb mechanikai tulajdonságokat a legalacsonyabb szerszámbefektetés mellett.
- Ha a súlycsökkentés és a szerkezeti hatékonyság az elsődleges hajtóerő, fontolja meg, hogy a kovácsolt 6061 indokolt-e – a kovácsolt anyagok 15–30%-kal csökkenthetik az alkatrész tömegét egy egyenértékű öntött alkatrészhez képest, mivel a kiváló szilárdság-tömeg arány vékonyabb szakaszokat tesz lehetővé.
Nincs egyetlen válasz sem minden termékre. De a következetes iparági konszenzus egyértelmű: ne próbálkozzon nagynyomású présöntéssel 6061 alumíniummal, ha a megbízható, gyártási minőségű eredmény a cél. A 6061 összetétele és a présöntési folyamat követelményei közötti kohászati eltérés nem olyan mérnöki kihívás, amelyet a folyamatoptimalizálással kell leküzdeni – ez egy alapvető anyagválasztási probléma, amelyet a legjobban úgy lehet megoldani, ha a kezdetektől fogva kiválasztják a megfelelő ötvözetet a megfelelő folyamathoz.