A rövid válasz: Hogyan működik a présöntés
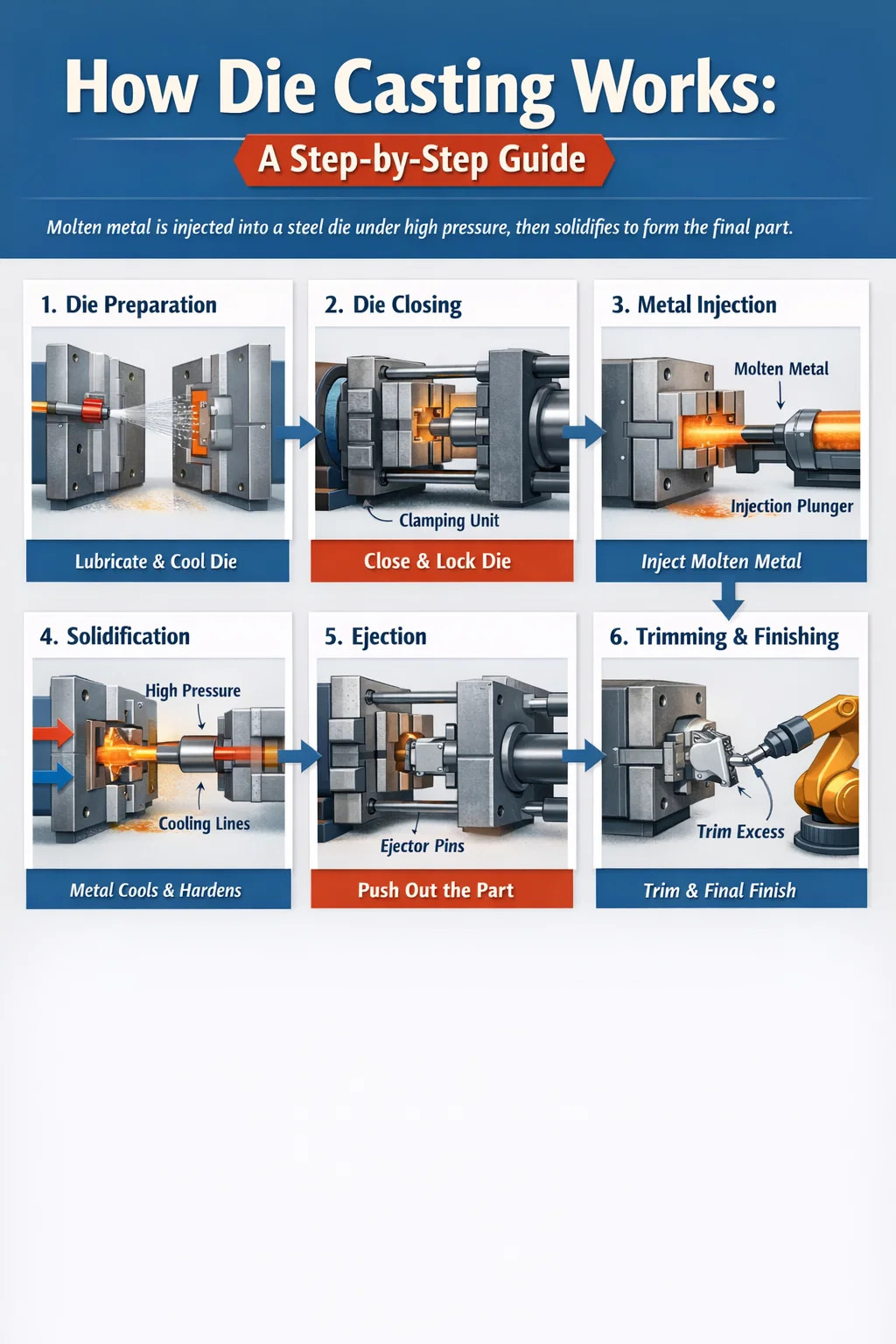
Présöntés egy fémalakítási eljárás, amelynek során az olvadt fémet nagy nyomás alatt egy edzett acélformába – úgynevezett szerszámba – fecskendezik, és ott tartják, amíg a fém megszilárdul az üreg pontos alakjára. Ha megszilárdul, a szerszám kinyílik, a kilökőcsapok kinyomják az alkatrészt, és a ciklus újra kezdődik. Egyetlen kocka több százezerszer megismételheti ezt a sorozatot, mielőtt elhasználódik.
Az eljárást elsősorban színesfém ötvözetek esetén alkalmazzák: alumínium, cink, magnézium és réz alapú fémek. A befecskendezési nyomás általában 1500 psi és több mint 25 000 psi között van Ez az, ami lehetővé teszi a présöntéssel vékony falú, szűk tűrések (gyakran ±0,002 hüvelyk) és sima öntött felületű alkatrészek előállítását anélkül, hogy ezt követően nagy megmunkálást kellene végezni.
Ha több tízezer azonos fém alkatrészre van szüksége – autóipari konzolokra, elektronikai házakra, vízvezeték-szerelvényekre, készülékalkatrészekre –, a présöntés szinte mindig a legköltséghatékonyabb gyártási módszer, miután felvállalta az előzetes szerszámköltséget.
A présöntési folyamat lépésről lépésre
A fröccsöntés végrehajtásának megértéséhez végig kell járni a gyártási ciklus minden szakaszát. Míg a különböző gépek és ötvözetek változatokat vezetnek be, az alapvető sorrend az iparágban egységes.
1. lépés – A szerszám előkészítése és kenése
Minden lövés előtt a szerszámfeleket kenőanyaggal vagy leválasztószerrel permetezzük be. Ez két célt szolgál: elősegíti, hogy a megszilárdult öntvény tisztán, ragadás nélkül kilökjön, és enyhén lehűti a szerszám felületét, hogy egyenletes hőprofilt tartson fenn. A modern üzletekben a vízbázisú kenőanyagok a legelterjedtebbek, mivel csökkentik a füstöt és megfelelnek a környezetvédelmi előírásoknak. A permetezési ciklus általában 2-5 másodpercet vesz igénybe, és a nagy volumenű vonalakon automatizált.
2. lépés – A szerszám zárása és befogása
A présöntőgép hatalmas erővel fogja össze a két szerszámfelet. Ezt a szorítóerőt tonnában mérik, és meg kell haladnia azt az erőt, amelyet a nyomás alatt álló olvadt fém a szerszám felületére kifejt az injektálás során. Egy 500 tonnás gépkocsi 500 tonnás szorítóerővel zárva tartja a szerszámot. A gépek a 100 tonnánál kisebb tömegű horganyzott alkatrészektől a 4000 tonnás vagy nagyobb tömegű alumínium szerkezeti elemekig terjednek. Ha a szorítóerő nem elegendő, az olvadt fém kivillanhat a szerszámfelek között, vékony bordákat képezve az alkatrészen, és károsíthatja a szerszámot.
3. lépés – Féminjektálás
Ez a meghatározó lépés. Az olvadt fémet a szerszámüregbe nyomják egy csatornarendszeren keresztül – egy csonkon, futókon és kapukon –, amelyek közvetlenül az alkatrész geometriájába áramlanak. A hidegkamrás gépekben a kimért fémlövést merőkanálba öntik vagy automatikusan öntik a sörétes hüvelybe, és egy hidraulikus dugattyú hajtja előre. A forrókamrás gépekben az injektáló mechanizmust az olvadt fémfürdőbe merítik, és közvetlenül húzza ki a pontos töltést. A befecskendezési sebesség szakaszonként állítható: a lassú első fázis kitölti a csatornarendszert, a gyors második fázis pedig az alkatrészüreget, hogy megakadályozza az idő előtti megszilárdulást. Magának az üregnek a kitöltési ideje gyakran 10 és 100 milliszekundum között van.
4. lépés – Erősítés és megszilárdulás
Közvetlenül az üreg megtöltése után a gép erősítő nyomást – másodlagos, nagyobb nyomáslökést – alkalmaz, hogy több fémet töltsön be, és kompenzálja a zsugorodást, ahogy az öntvény megszilárdul. Ezt a nyomást a falvastagságtól és az ötvözettől függően jellemzően 1-30 másodpercig tartjuk fenn. Maga a szerszám hűtőbordaként működik; belső hűtőcsatornái vizet vagy termálolajat szállítanak a hő gyors és egyenletes elszívása érdekében. A gyorsabb hűtés rövidebb ciklusidőket és finomabb mikrostruktúrát tesz lehetővé a kész alkatrészben.
5. lépés – A szerszám nyitása és alkatrész kilökése
Miután a fém kellőképpen megszilárdult, a szorítóegység visszahúzódik, és a szerszámfelek szétválnak. Az öntvény az egyik felén (a kidobó felén) marad, mert a huzatszögek és a geometria így van kialakítva. A kilökőcsapok – a szerszámba helyezett edzett acélrudak – előretolják és kiszabadítják az alkatrészt. A csapok kis kör alakú tanúnyomokat hagynak az öntvény nem kritikus felületein. Egy robot vagy emberi kezelő eltávolítja az alkatrészt, és a ciklus újraindul.
6. lépés – Vágás és befejezés
A nyersöntvény a csúszó- és a kapurendszerhez rögzítve jön ki, és gyakran vékonyan villog az elválási vonalak mentén. A hidraulikus présben található vágószerszám egyetlen mozdulattal lenyírja a futószalagokat, és a felesleg felvillan. A további kikészítés az alkalmazástól függ: sörétszórás kozmetikai felületekhez, CNC megmunkálás menetes furatok vagy precíz furatok esetén, hőkezelés szerkezeti alumíniumötvözetek esetén és felületi bevonatok, mint például eloxálás, porfestés vagy krómozás.
Forró Kamra vs Hidegkamra Die Casting
A két fő géptípus mindegyike más-más ötvözet-tartományhoz illeszkedik. Az adott anyaghoz nem megfelelő típus kiválasztása vagy tönkreteszi a gépet, vagy rossz minőségű alkatrészeket gyárt.
| Funkció | Hot Chamber | Cold Chamber |
|---|---|---|
| A befecskendező rendszer helye | Olvadt fémbe merülve | Külön a kemencétől |
| Kompatibilis ötvözetek | Cink, magnézium, ólom, ón | Alumínium, sárgaréz, magnézium (magas hőmérsékletű) |
| Ciklus sebessége | Gyorsabb (akár 18 lövés/perc cink esetén) | Lassabb (a kézi öntés növeli az időt) |
| Maximális befecskendezési nyomás | ~2500 psi | Akár 25 000 psi |
| Alkatrész mérettartomány | Kicsitől közepesig | Kicsitől nagyon nagyig |
| Porozitási hajlam | Lejjebb | Mérsékelt (folyamatvezérlés által kezelt) |
A forrókamrás gépek nem használhatók alumíniummal, mert az alumínium tipikus öntési hőmérsékleten oldja a vasat, gyorsan megtámadva az acél hattyúnyak és a merülő befecskendező rendszer dugattyúját. A hidegkamrás gépek a megfelelő választás alumínium fröccsöntéshez – a fémet külön tárolókemencében olvasztják meg, és csak közvetlenül a befecskendezés előtt kerül be a sörétes hüvelybe, korlátozva az expozíciós időt.
A présöntéshez használt anyagok
Az ötvözet meghajtása szinte minden más döntést befolyásol a folyamat során – a gép típusa, a szerszám anyaga, a ciklusidő és a végső alkatrész tulajdonságai. Ez a négy család a leggyakrabban a kereskedelmi fröccsöntési műveleteknél.
Alumíniumötvözetek
Az alumínium nagyjából Az összes présöntvény-termelés 80%-a tömeg szerint Észak-Amerikában. A legszélesebb körben használt ötvözetek az A380, A383 és A360. Az A380 kiváló egyensúlyt kínál az önthetőség, a szilárdság (a végső szakítószilárdság körülbelül 47 000 psi) és a korrózióállóság között, így az autóipari és szórakoztatóelektronikai házak alapértelmezett választása. Az alumínium alacsony sűrűsége – körülbelül egyharmada az acélénak – a kereslet fő mozgatórugója, mivel az autógyártók könnyű alkatrészeket keresnek, hogy megfeleljenek az üzemanyag-takarékosságra és az elektromos járművek hatótávolságára vonatkozó céloknak. Hátránya a magasabb öntési hőmérséklet (körülbelül 1200°F / 650°C), ami lerövidíti a szerszám élettartamát a cinkhez képest.
Cink ötvözetek
A cinkötvözetek (Zamak 3, Zamak 5, ZA-8) sokkal alacsonyabb hőmérsékleten (körülbelül 780 °F / 415 °C) önthetők, ami drámaian hosszabb élettartamot biztosít a szerszámoknak – gyakran több mint egymillió lövés, szemben az alumínium matricák 100 000–400 000-rel. A horganyzott alkatrészek rendkívül vékony falakkal (akár 0,4 mm-ig) és nagyon finom felületi részletekkel önthetők, ezért dekoratív vasalatokhoz, zártestekhez és kis precíziós mechanikai alkatrészekhez használják. A cink sűrűbb, mint az alumínium, de alacsonyabb feldolgozási költsége és hosszabb élettartama miatt gyakran gazdaságosabb a nagy mennyiségű kis alkatrészekhez.
Magnéziumötvözetek
A magnézium a legkönnyebb, általában fröccsöntött szerkezeti fém, körülbelül 33%-kal könnyebb, mint az alumínium. Az olyan ötvözetek, mint az AZ91D és az AM60B, az autók belső szerkezeteiben, a laptopok alvázában és az elektromos kéziszerszámok karosszériájában használatosak, ahol a súly az elsődleges hajtóerő. A magnézium az adott ötvözettől és a szükséges alkatrészmérettől függően meleg- vagy hidegkamrás gépekben is feldolgozható. Egy fontos gyártási szempont: a magnézium finoman eloszlatott formában gyúlékony, így a hulladék és a forgács gondos kezelést és külön tűzoltó rendszert igényel a létesítményben.
Réz alapú ötvözetek (sárgaréz és bronz)
A rézötvözetek a legmagasabb öntési hőmérsékletet igénylik – gyakran meghaladják az 1650°F-ot (900°C) –, ami jelentősen lerövidíti a szerszám élettartamát és növeli az energiaköltségeket. A sárgaréz és bronz fröccsöntvények azonban kiváló korrózióállóságot, jó elektromos vezetőképességet és prémium megjelenést biztosítanak, ami értékessé teszi őket vízvezeték szerelvényekben, elektromos csatlakozókban és építészeti hardverekben. A rézötvözet fröccsöntése a teljes termelés kis, de tartós részesedését képviseli, mivel egyetlen más anyag sem felel meg a tulajdonságainak kombinációjához hasonló költség mellett a közepes méretű alkatrészek esetében.
Die Design és Szerszámozás
A sajtolószerszám a présöntési folyamat leginkább tőkeigényes eleme, kialakítása közvetlenül meghatározza az alkatrész minőségét, a ciklusidőt és a gyártás gazdaságosságát. A rosszul megtervezett matrica problémákat okoz, a gép beállításával nem lehet teljesen megoldani.
Die Materials
A présöntő szerszámok szinte általánosan H13 melegen megmunkált szerszámacélból készülnek, körülbelül 44–48 HRC-re edzett. A H13-at azért választották, mert ellenáll a termikus kifáradásnak – az ismételt melegítésnek és kioltásnak, amely több ezer cikluson belül megrepedezné a kisebb acélokat. A prémium minőségű H13 szigorúbb kémiai szabályozással és vákuumíves újraolvasztással (VAR) jelentősen meghosszabbíthatja a szerszám élettartamát. A nagyon nagy mennyiségű alumíniumgyártáshoz bizonyos műveletek módosított acélokat használnak, mint például a DIN 1.2367, vagy a szerszámbeszállítók által kifejlesztett szabadalmaztatott acélokat.
Kapu- és futórendszer tervezése
Ahol a fém belép az üregbe – a kapu helye – szabályozza a kitöltési mintát, a levegő beszorulását és a zsugorodást. A szimulációs szoftver (Magmasoft, ProCAST, Flow-3D) ma már bevett gyakorlat a szerszámtervezésben, amely lehetővé teszi a mérnökök számára a fémáramlás modellezését, a hidegzárások előrejelzését, a porozitás kialakulásának valószínű helyét, valamint a kapu és a túlfolyó kút elhelyezésének optimalizálását, mielőtt egyetlen acéldarabot levágnának. A szerszámgyártás előtti szimulációba való befektetés általában sokkal többet takarít meg, mint amennyi a költsége azáltal, hogy megoldja azokat a problémákat, amelyek egyébként költséges szerszámmódosításokat igényelnének.
Szögek és elválási vonalak
A présöntvényben minden függőleges falnak behúzási szöggel kell rendelkeznie – enyhén kúposnak –, hogy az alkatrész húzódás vagy letapadás nélkül kiszabaduljon a szerszámból. A tipikus huzatszög 1° és 3° között van a külső felületeknél és 2° és 5° között a belső magoknál. A huzatmentes falak elméletileg lehetségesek speciális bevonatokkal vagy geometriai trükkökkel, de növelik a költségeket és a kockázatot. Az elválási vonal az, ahol a két kockafél találkozik; megfelelő elhelyezése minimalizálja a villanást, leegyszerűsíti a szerszámok felépítését, és megkönnyíti a kozmetikai felületek irányítását.
Hűtőrendszer tervezése
A szerszámacélon keresztül fúrt belső hűtőcsatornák hőmérséklet-szabályozott vizet szállítanak. Elhelyezésük az alkatrész vastag szakaszaihoz képest, ahol a hő koncentrálódik, meghatározza, hogy az öntvény milyen egyenletesen szilárdul meg, és milyen gyorsan futhat a ciklus. A konform hűtést – olyan csatornákat, amelyek követik a szerszámüreg kontúrjait, nem pedig egyenesen fúrnak – egyre inkább additív gyártási betétekkel készülnek, ami agresszívabb hőelvonást tesz lehetővé a kritikus zónákban, és egyes alkalmazásokban 15–25%-kal csökkenti a ciklusidőt.
Kulcsfontosságú folyamatparaméterek és vezérlésük módja
A fröccsöntés nem „beállítás és felejtés” művelet. A stabil, jó minőségű folyamathoz számos, egymástól függő változó aktív megfigyelése és ellenőrzése szükséges.
- Fém hőmérséklet: A túl meleg növeli a zsugorodási porozitást és a szerszámeróziót; túl hideg hibás futást és hideg leállást okoz. Az alumíniumot általában 1250–1350 °F (677–732 °C) hőmérsékleten öntik az alkatrész geometriájától és falvastagságától függően.
- Befecskendezési sebesség: Az első fázis (lassú) sebessége kitölti a futót; második fázisú (gyors) sebesség tölti ki az üreget. A kapusebesség – az a sebesség, amellyel a fém áthalad a kapun az alkatrészbe – általában 100 és 180 láb/s között van az alumínium esetében.
- Intenzív nyomás: Közvetlenül az üreg feltöltése után alkalmazva ez a nyomás tömöríti a megszilárduló fémet, hogy csökkentse a zsugorodási üregeket. Az alumínium tipikus erősítési nyomása 8 000–15 000 psi.
- A szerszám hőmérséklete: A szerszámnak el kell érnie és fenn kell tartania a termikus egyensúlyt – jellemzően 300–500 °F (150–260 °C) az alumínium esetében – a gyártási alkatrészek futtatása előtt. A hideg matrica felületi hibákat okoz; a túlhevült szerszám meghosszabbítja a ciklusidőt és felgyorsítja a hőfáradást.
- Vákuumos segítség: Egyes présöntvény-elrendezések a szerszámüreghez csatlakoztatott vákuumvezetékeket használnak a levegő eltávolítására a befecskendezés előtt. A levegő eltávolítása csökkenti a gáz porozitását, és nagyobb befecskendezési sebességet tesz lehetővé anélkül, hogy a gáz megakadna az alkatrészben – különösen értékes a hőkezelt vagy hegesztendő szerkezeti elemek esetében.
A modern présöntőgépek minden lövés folyamatadatát – a dugattyú helyzetét, sebességét, nyomásgörbéit – valós időben rögzítik. A statisztikai folyamatvezérlő diagramok jelzik, ha a paraméterek túllépnek a beállított határokon, lehetővé téve a folyamatmérnökök számára, hogy kijavítsák a problémákat, mielőtt a selejtezési arány megnő.
A présöntvény gyakori hibái és azok okai
A hibamechanizmusok megértése központi szerepet játszik a folyamat hibaelhárításában. A legtöbb hiba a kiváltó okok viszonylag kis körére vezethető vissza.
Porozitás
A legelterjedtebb présöntési hiba. Két típusa létezik: a gázporozitás, amelyet a töltés során beszorult levegő vagy oldott hidrogén okoz, és a zsugorodási porozitás, amelyet az okoz, hogy az összehúzódó szakaszok megszilárdulásakor nem elegendő mennyiségű fém táplálja őket. A gáz porozitása jellemzően lekerekített üregek formájában jelenik meg a felület közelében vagy az utolsó betöltési területeken. A zsugorodási porozitás szabálytalan, szaggatott üregekként jelenik meg vastag keresztmetszetben. A megoldások közé tartozik a vákuum támogatás, az optimalizált kapu kialakítás, a beállított erősítési nyomás és a falvastagság csökkentése az alkatrészek újratervezésével.
Cold Shuts és Misruns
Egy hidegzárás látható vonalként jelenik meg az öntvény felületén, ahol két fém áramlási front találkozott, de nem olvadtak össze megfelelően, mert túlságosan lehűltek az összeillesztés előtt. A félrefutás egy hiányos töltés – az üreg egy része, amely egyszerűen nem kapott elegendő fémet, mielőtt megszilárdult. Mindkettő oka az elégtelen fémhőmérséklet, a túl alacsony befecskendezési sebesség, a nem megfelelő fémtérfogat vagy a szerszám túlzott hűtése. A fémhőmérséklet, a befecskendezési sebesség vagy a lövés súlyának növelése általában megoldja ezeket a hibákat.
Forrasztás és szerszámerózió
A forrasztás akkor következik be, amikor az alumíniumötvözet a szerszámacélhoz tapad, kidobáskor lehúzza az anyagot az alkatrész felületéről, és végül lerakódások képződnek a szerszámon. Ezt az olvadt alumínium és a szerszámacélban lévő vas közötti kémiai reakció hajtja, amelyet felgyorsít a magas fémhőmérséklet és a nagy kapusebesség, amely ismételten ugyanazt a szerszámfelületet érinti. A védőbevonatok (nitridálás, PVD bevonatok, mint például a TiAlN), a szerszámhőmérséklet-szabályozás és az optimalizált kenés csökkenti a forrasztási gyakoriságot. Súlyos esetekben polírozásra vagy hegesztési javításra van szükség.
Flash
A Flash egy vékony fém borda, amely a szerszámfelek közé vagy a kilökőcsapok köré préselődik. Ennek oka az elégtelen szorítóerő, a kopott vagy sérült választóvonal felületek vagy a túlzott befecskendezési nyomás. Kisebb vaku eltávolításra került a trimmelő présben; Az állandó villogás olyan gép-, szerszám- vagy folyamatparaméter-problémát jelez, amely javításra szorul, mielőtt súlyosbodna.
Változatok és fejlett fröccsöntési módszerek
A hagyományos nagynyomású fröccsöntésen túlmenően számos eljárásváltozat megfelel az alkatrész-követelményeknek vagy olyan minőségi céloknak, amelyeket a szabványos öntés nem tud teljesíteni.
Vákuumos öntés
A vákuum-sajtolóöntés a levegőt közvetlenül a befecskendezés előtt szívja ki a szerszámüregből a dedikált vákuumszelepeken keresztül. Fejlett rendszerekben a maradék levegőnyomás az üregben 50 mbar alá csökken. Az eredmény drámaian alacsonyabb gázporozitás, amely lehetővé teszi az öntvények hőkezelését (T5 vagy T6) és hegesztését – olyan képességeket, amelyeket a szabványos présöntéssel nem lehet megbízhatóan elérni. Az autóipari szerkezeti alkatrészek, például lengéscsillapító tornyok, B-oszlopok és akkumulátorházak egyre gyakrabban készülnek így.
Félig szilárd présöntés (tixocasting és reocasting)
A félszilárd feldolgozás során a fémet likvidusza és szilárdsága közötti hőmérsékleten fecskendezik be - részlegesen megszilárdult, zagyszerű állapotban. Mivel a fém viszkózusabb, és kevésbé turbulens, laminárisabb módon tölti ki a szerszámot, a gáz beszorulása jelentősen csökken. Az újraöntéssel vagy tixoöntéssel előállított alkatrészek bizonyos geometriákon megközelíthetik a kovácsolt alkatrészek porozitási szintjét. Az eljárás bonyolultabb és költségesebb, mint a hagyományos présöntés, ezért nagy értékű alkatrészek számára van fenntartva az űrhajózásban, a motorsportban és a prémium autóipari alkalmazásokban.
Squeeze Casting
A préses öntés sokkal kisebb befecskendezési sebességet használ, de nagyon magas nyomást (gyakran 10 000–30 000 psi) alkalmaznak és tartanak a megszilárdulás során. A magas tartós nyomás elnyomja a porozitást és finomítja a mikroszerkezetet, így olyan öntvényeket készítenek, amelyek mechanikai tulajdonságai megközelítik a kovácsolt anyagokét. A nagy teljesítményű járművek alumínium kerekei egy gyakori öntési alkalmazás. A ciklusidők hosszabbak, mint a hagyományos présöntésnél, és a folyamat körültekintőbb szerszámtervezést igényel a nyomáselosztáshoz.
Megacasting (Gigacasting)
A nagyrészt az elektromos járműipar által vezérelt legújabb fejlesztés, a megaöntvény 6000 tonnás vagy nagyobb gépeket használ egyetlen alumínium szerkezeti öntvény előállításához, amely több tucat sajtolt és hegesztett acél alkatrészből álló szerelvényeket helyettesít. A Tesla ezt a megközelítést népszerűsítette a hátsó karosszéria-öntvényével, amely körülbelül 70 különálló alkatrészt egyesít egyetlen felvételben. Számos más autógyártó is hasonló nagy formátumú fröccsöntő cellákat helyez üzembe vagy üzemeltet most. A gazdaságosság a csökkentett szerszámszámon, az egyszerűbb összeszerelő sorokon és az alacsonyabb illesztési költségeken alapul, bár nagyon nagy előzetes gépbefektetést igényel.
Présöntés és egyéb fémöntési eljárások
A présöntés nem az egyetlen módja a fém alkatrészek öntésének, és nem is mindig ez a megfelelő. Annak megértése, hogy az alternatívákhoz képest hol illeszkedik, segít kiválasztani a megfelelő folyamatot egy adott projekthez.
| Folyamat | Szerszámköltség | Alkatrészenkénti költség (nagy mennyiség) | Méretpontosság | Legjobb For |
|---|---|---|---|---|
| Nagynyomású présöntés | Magas (20 000–200 000 USD) | Nagyon alacsony | Kiváló | Nagy mennyiségű színesfém alkatrészek |
| Állandó öntés formába | Mérsékelt | Alacsony | Jó | Közepes térfogatú, vastagabb falak |
| Befektetési öntés | Mérsékelt | Magas | Nagyon magas | Összetett geometria, vasötvözetek, repülőgépipar |
| Homoköntés | Alacsony | Mérsékelt to high | Szegénytől tisztességesig | Alacsony volume, large parts, iron/steel |
A döntés általában a mennyiségtől függ. Az alumínium alkatrészek fröccsöntő szerszámai általában 30 000 és 150 000 dollár között vannak a bonyolultságtól függően. Ennek a befektetésnek az évi 50 000 vagy több alkatrésznél van értelme, de néhány száz darab esetében nehéz megindokolni. Kis mennyiségű gyártás esetén a homoköntés vagy a beruházási öntés gazdaságosabb, még akkor is, ha az alkatrészenkénti költség magasabb. A vasötvözetek (acél, vas) esetében általában egyáltalán nem alkalmazzák a présöntést – a befektetési öntés, a homoköntés vagy a kovácsolás a megfelelő választás.
Iparágak és alkalmazások, ahol a présöntés dominál
A fröccsöntés sebessége, precizitása és hálóforma-képességének kombinációja számos termékkategória alapértelmezett gyártási folyamatává tette számos iparágban.
- Autóipar: Motorblokkok (egyes konfigurációkban), sebességváltóházak, olajszivattyú-testek, tartóelemek, ajtókilincsek, tükörházak, kerekek (sajtolt öntvény) és egyre nagyobb szerkezeti karosszéria-fehér alkatrészek. Az autóipar a présöntvény legnagyobb egységes piaca, amely az észak-amerikai termelés több mint 50%-át adja érték szerint.
- Szórakoztató elektronika: A laptopok és táblagépek váza, az okostelefonok belső vázai, a kameratestek és a hűtőborda szerkezetei élvezik az alumínium könnyedségének, hővezető képességének és szerkezeti merevségének kombinációját.
- Ipari berendezések: A sebességváltóházakat, a szivattyútesteket, a motorházakat és a szeleptesteket nagy mennyiségben gyártják, egyenletes falvastagsággal és nyomásálló integritás mellett.
- Távközlési infrastruktúra: Az 5G bázisállomások burkolatai és hőkezelési komponensei alumínium présöntvényt használnak az EMI-árnyékolás, a hőteljesítmény és a méretstabilitás kombinációja érdekében.
- Víz- és légtechnika: Sárgaréz és alumínium présöntvény szerelvényeket, szelepeket és elosztóblokkokat évente milliószámra szerelnek be lakó- és kereskedelmi építkezésekben.
- Elektromos szerszámok és készülékek: A motorházak, a hajtóművek házai és az elektromos kéziszerszámok, gyepfelszerelések és háztartási készülékek szerkezeti vázai a présöntvényen alapulnak a szűk tűrések és a jó felületminőség érdekében magas gyártási sebesség mellett.
Mire számíthatunk a tűrések, a felületkezelés és az átfutási idő tekintetében
A fröccsöntött alkatrészeket meghatározó vásárlóknak és mérnököknek reális elvárásokra van szükségük azzal kapcsolatban, hogy a folyamat mit tud és mit nem tud szállítani másodlagos műveletek nélkül.
Mérettűrések
A présöntéssel szigorúbb tűrések érhetők el, mint a homoköntéssel vagy az állandó öntéssel, de ez nem egy precíziós megmunkálási eljárás. A ±0,003 és ±0,005 hüvelyk/hüvelyk közötti öntési tűrés jellemző az alumíniumra. A szigorúbb ellenőrzést igénylő funkciók – csapágyfuratok, menetes furatok pozíciói, illeszkedő felületek – öntés után CNC megmunkálást igényelnek. Az Észak-Amerikai Die Casting Association (NADCA) részletes tűrésszabványokat tesz közzé, amelyek az ipari referenciaként szolgálnak a présöntvény-alkatrészek meghatározásához.
Felületi kidolgozás
A fröccsöntött alumínium öntvényfelületei jellemzően 63–125 Ra mikroinch (1,6–3,2 Ra mikrométer) tartományba esnek, ami elegendően sima a legtöbb funkcionális és kozmetikai célra további kidolgozás nélkül. A cink présöntvényekkel még finomabb öntött felületek érhetők el, és közvetlenül galvanizálhatók, így előnyben részesítik a krómozott vagy nikkelezett dekoratív vasalatoknál.
Szerszám átfutási idő és rész átfutási idő
A közepesen összetett alumínium fröccsöntő szerszámok szerszámgyártása általában időt vesz igénybe 8-14 hét a terv jóváhagyásától az első felvételekig. Az egyszerű eszközök gyorsabban elkészíthetők; nagy, többüregű vagy összetett matricák 16-20 hetet vehetnek igénybe. Amint a szerszámok beváltak és a gyártás folyamatban van, az alkatrészek átfutási ideje a futási mennyiségtől és az ütemezéstől függ, de általában 3-6 hét a szabványos megrendeléseknél. A nagy volumenű dedikált gyártósorok a gyártási ütemterv megállapítását követően rövidebb határidővel is szállíthatják az alkatrészeket.