A rövid válasz: A homoköntés nyer a költségek, a rugalmasság és a méretek tekintetében
Ha a homoköntés és a fröccsöntés között választ, a döntés azon múlik, hogy valójában mire van szüksége. A homoköntés jobb, mint a présöntés, ha szűkös a szerszámköltség, ha az alkatrészek nagyok vagy geometriailag összetettek, ha kis és közepes gyártási mennyiségről van szó, vagy ha vasfémeket, például acélt és vasat kell használni. A présöntés kiváló a kisméretű, vékonyfalú alumínium vagy cink alkatrészek nagy volumenű gyártásában, ahol kritikus a felületkezelés és a méretkonzisztencia. De az ipari, mérnöki és prototípus-alkalmazások széles körében a homoköntés továbbra is a praktikusabb és gazdaságosabb választás.
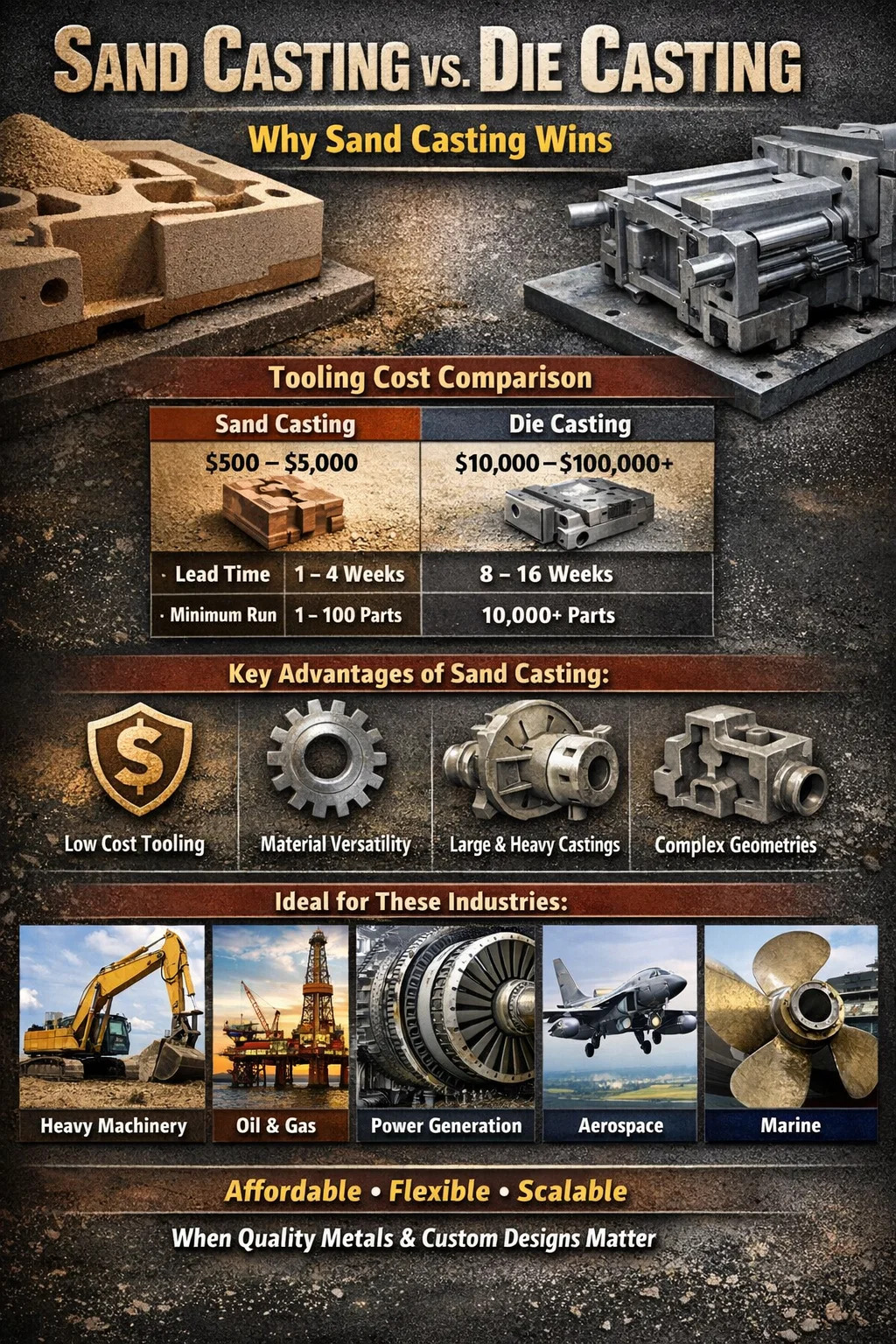
Az alapvető különbség a szerszámokban rejlik. A fröccsöntő szerszám bárhonnan kerülhet 10 000 dollártól több mint 100 000 dollárig , míg a homoköntési minta jellemzően között kerül 500 és 5000 dollár . A tömeggyártástól eltekintve százezres nagyságrendű darabszámra rúgnak, ez a rés önmagában teszi a homoköntést az intelligensebb pénzügyi döntéshez.
Szerszámköltség: ahol a homoköntésnek döntő előnye van a présöntéssel szemben
A présöntéshez edzett acél szerszámok szükségesek, amelyeknek több ezer befecskendezési ciklust kell kibírniuk extrém nyomás alatt – gyakran 1500 és 25 000 psi között. Ezeknek a szerszámoknak a gyártása precíziós megmunkálást, hőkezelést és kiterjedt minőségellenőrzést igényel. A fröccsöntő szerszám átfutási ideje jellemzően 8-16 hétig , és miután megépült, a módosítások drágák vagy lehetetlenek a teljes eszköz leselejtezése nélkül.
Ezzel szemben a homoköntési minták fából, gyantából vagy alumíniumból készülnek. Sokkal egyszerűbb a gyártásuk, könnyebben módosíthatók és drámaian olcsóbbak. Ha a kezdeti gyártást követően tervezési változtatásra van szükség, a homoköntési minta átdolgozható vagy újraépíthető a présöntőszerszám változtatási költségének töredékéért.
A prototípus-fejlesztés és az iteratív tervezés esetében ez a különbség átalakul. Egy ipari szivattyúházat vagy egyedi konzolt fejlesztő termékcsapat három vagy négy tervezési iterációt is tesztelhet homoköntvényben, ugyanolyan költséggel, mint egyetlen présöntőszerszám. Ez felgyorsítja a termékfejlesztés ütemezését, és csökkenti a pénzügyi kockázatot a projekt korai szakaszában.
| Tényező | Homoköntés | Die Casting |
|---|---|---|
| Tipikus szerszámköltség | 500-5000 dollár | 10 000 - 100 000 dollár |
| Szerszámok átfutási ideje | 1-4 hét | 8-16 hét |
| Tervezési módosítás költsége | Alacsony | Nagyon magas |
| Minimális életképes futás | 1-100 rész | 10.000 alkatrész |
Az anyag sokoldalúsága: A homoköntés fémekkel működik Die Casting Nem kezelhető
Ez a fröccsöntés egyik legjelentősebb technikai korlátja, amelyet gyakran nem ismernek el. A présöntés nagyrészt a viszonylag alacsony olvadáspontú színesfémekre korlátozódik – elsősorban alumíniumra (olvadáspont ~1220°F/660°C), cinkre (~787°F/419°C) és magnéziumra (~1202°F/650°C). Az ok egyértelmű: a vasfémek olvasztásához szükséges szélsőséges hőmérsékletek rövid időn belül tönkretennék az acélszerszámokat.
A homoköntésnek nincs ilyen korlátozása. Rendszeresen használják:
- Szürkevas és gömbgrafitos vas (olvadáspont ~2100°F / 1150°C)
- Szénacél és rozsdamentes acél (~2500-2800°F / 1370-1538°C)
- Réz- és sárgarézötvözetek (~1750-1980°F / 955-1082°C)
- Repülési és energetikai alkalmazásokban használt nikkelötvözetek és szuperötvözetek
- Alumínium és alumíniumötvözetek (mindkét eljárással kompatibilis)
Az olyan iparágakban, amelyek vas- vagy acélelemektől függenek – például nehézgépek, építőipari berendezések, mezőgazdasági gépek és tengeri mérnökök –, a homoköntést nem egyszerűen előnyben részesítik. Ez az egyetlen életképes öntési lehetőség. Gondold ezt meg a szürkevas a világon gyártott összes öntvény nagyjából 70%-át teszi ki , és ennek a mennyiségnek majdnem az egésze homoköntéssel készül. Ez a statisztika önmagában jelzi, hogy a folyamat valóban hol dominál.
A gömbgrafitos öntöttvas különösen a szakítószilárdság, a hajlékonyság és a megmunkálhatóság kombinációját kínálja, így a fogaskerekek, főtengelyek, hidraulikus alkatrészek és szerkezeti részek előnyös anyaga. Ezen alkalmazások egyike sem érhető el présöntéssel. A homoköntés az átjáró a műszaki fémek teljes skálájához, nem csak ahhoz a részhalmazhoz, amely belefér a présöntvény hőkorlátai közé.
Alkatrész mérete és súlya: homoköntő mérlegek, ahol a présöntés nem lehetséges
A présöntőgépek erősek, de fizikailag korlátozottak. Még a legnagyobb, kereskedelmi forgalomban lévő nagynyomású présöntőgépek is felülmúlják a kb. 50-75 font (22-34 kg) . Magának a szerszámnak bele kell férnie a gép nyomólapméretébe, és az alkalmazott befecskendezési nyomások miatt a nagyon nagy alkatrészek szerkezetileg kivitelezhetetlenek.
A homoköntést szinte semmi sem korlátozza sem méret, sem súly tekintetében. A motorblokkokat, a turbinaházakat, a szivattyúházakat, a hajócsavarokat és az ipari szeleptesteket rendszeresen homoköntjük. Alkatrészek súlya több tonna nem ritkák az olyan ágazatokban, mint az energiatermelés, a bányászat, valamint a tengeri olaj- és gázkitermelés. Egy nagy dízelmotor egyetlen homoköntöttvas alkatrésze akár 500 fontot is nyomhat – ez teljesen kívül esik a présöntési eljárások tartományán.
Ez a méretezhetőség azt jelenti, hogy a nagy beruházási berendezéseken vagy szerkezeti elemeken dolgozó mérnökök számára a homoköntést nem választják kompromisszumként a présöntéssel szemben – ez az egyetlen folyamat, amely fizikailag képes előállítani a szükséges mennyiséget. Az öntőformát minden alkalommal egyszerűen újraépítik homokból, így nincs korlátozva a gépi nyomólapra, nincs korlátozás a szerszámkapacitásra, és nincs megkerülhető befecskendezési nyomású mennyezet.
Geometriai összetettség és belső jellemzők: A homoköntés nagyobb tervezési szabadságot kínál
A présöntés merev fémszerszámokat használ, amelyeknek egyenes vonalban kell nyílniuk és zárniuk, ami azt jelenti, hogy az alkatrész minden jellemzőjét úgy kell irányítani, hogy lehetővé tegye a szerszámok szétválását a szerszám alávágása nélkül. Az összetett belső járatok, mély üregek és alámetszések vagy lehetetlenek, vagy költséges mellékhatásmechanizmusokat igényelnek, amelyek jelentős költségekkel járnak a szerszámban.
A homoköntéshez elhasználható formákat és magokat használnak. A mag egy különálló homokforma, amelyet a formaüregben helyeznek el, hogy belső üregeket hozzon létre – üreges kamrákat, átjárókat, csatornákat és bonyolult belső geometriákat, amelyek fizikailag lehetetlenek lennének egy merev szerszámban. Ez a képesség az oka annak, hogy a homoköntést vízköpennyel ellátott motorblokkokhoz, belső áramlási csatornákkal rendelkező elosztókhoz és több belső csatornával rendelkező szeleptestekhez használják.
Mit tesznek lehetővé a magok a homoköntésben
- Belső hűtőjáratok a motor- és turbinaalkatrészekben
- Üreges szerkezeti részek, amelyek az erő feláldozása nélkül csökkentik a súlyt
- Komplex folyadékáramlási csatornák a szivattyú- és szelepházakban
- Alulmetszett geometriák, amelyek egy alkatrészt egy merev szerszám belsejébe zárnak
- Több egymást metsző belső üreg egyetlen öntvényben
A présöntéssel egyes alkalmazásokban oldható vagy letörhető betétekkel is előállíthatók magok, de ez megnöveli a költségeket és a folyamat bonyolultságát, ami gyorsan lerontja a présöntés által szokásosan kínált hatékonysági előnyöket. Azoknál az alkatrészeknél, ahol a belső geometria a tervezési prioritás, a homoköntés építészetileg kiváló.
A falvastagság követelményei is jelentősen eltérnek. A présöntéssel nagyon vékony falak állíthatók elő – néha olyan vékonyak, mint 0,040 hüvelyk (1 mm) - amely kiválóan alkalmas könnyű fogyasztói vagy autóalkatrészek számára. De egységességi követelményeket is kikényszerít annak biztosítására, hogy a fém áramlása kitöltse a szerszámot. A homoköntvény jobban tolerálja az egy részen belüli változó falvastagságot, ami nagyobb szabadságot biztosít a tervezőknek, amikor vastag és vékony szakaszokat is tartalmazó komplex szerkezeteket készítenek.
Gyártási mennyiség: Miért jobb a homoköntés kis-közepes volumenű futásokhoz?
A présöntés gazdaságossága arra épül, hogy nagyon magas fix szerszámköltséget kell amortizálni nagyon sok alkatrészen. Amikor ez az amortizáció működik – amikor 50 000, 100 000 vagy 500 000 azonos alkatrészt állít elő –, a présöntvény alacsony egységköltsége meggyőzővé válik. A présöntési folyamat gyors: egy tipikus alumínium fröccsöntési ciklus között tart 30 és 60 másodperc , és a gépek minimális munkaráfordítással működhetnek nagy automatizálású környezetben.
De ezen a nagy volumenű kontextuson kívül a matematika megfordítja. Egy olyan vásárló számára, akinek évente 500 egyedi elosztóházra van szüksége, ha 50 000 USD-t költ egy présöntő szerszámra, a szerszámköltség önmagában 100 USD-t jelent alkatrészenként, mielőtt egyetlen font alumínium megolvadna. Ugyanez a homoköntési alkatrész, 3000 dolláros mintával, mindössze 6 dollárral növeli az egységenkénti szerszámköltséget – ez a különbség ritkán tűnik el még akkor is, ha figyelembe vesszük a homoköntés lassabb ciklusidejét és magasabb egységenkénti munkatartalmát.
Ez az oka annak, hogy a repülőgép-, védelmi, olaj- és gázipari, valamint egyedi ipari berendezések gyártói nagymértékben támaszkodnak a homoköntésre. Gyártási volumenük gyakran több tucat ezer és alacsony ezer között mozog évente. Ilyen körülmények között a homoköntés nem jelent kompromisszumot – ez az egyetlen ésszerű gazdasági választás.
Kiegyenlítő mennyiség a homoköntés és a présöntés között
Az a keresztezési pont, ahol a présöntés gazdaságosabbá válik, mint a homoköntés, az alkatrész összetettségétől, méretétől és anyagától függ. Általános viszonyítási alapként:
- A 2 kg alatti kisméretű alumínium alkatrészeknél a présöntés gyakran versenyképesebbé válik 10 000-20 000 alkatrész évente
- A 2–10 lbs közötti közepes részek esetében a megtérülési arány a következőre költözik 25 000-75 000 alkatrész évente
- Nagy vagy összetett alkatrészek esetén a homoköntés gyakran költséghatékony marad bármilyen kereskedelmileg ésszerű mennyiségben
Ezek durva becslések, és a tényleges fedezeti pontokat mindig egy adott alkalmazáshoz kell kiszámítani. De azt illusztrálják, hogy az ipari öntési alkalmazások többsége – különösen azokban az ágazatokban, ahol a testreszabhatóság, a megbízhatóság és az anyagteljesítmény fontosabb, mint az egységár – jóval a homoköntési előnyök zónájába esik.
Porozitás és mechanikai tulajdonságok: A présöntvény gyengeségének kezelése
A présöntvény egyik legkevésbé tárgyalt hátránya a porozitási probléma. Amikor az olvadt fémet nagy nyomáson fecskendezik be a szerszámba, levegő beszorulhat az alkatrészbe, és mikroszkopikus méretű üregeket – porozitást – képezhet, ami veszélyezteti a szerkezeti integritást. A nagynyomású présöntvények gyakran alkalmatlanok hőkezelésre mert a hő hatására a rekedt gázok kitágulnak, hólyagosodást vagy torzulást okozva, ami tönkreteszi az alkatrészt.
Ez jelentős mérnöki korlát. Sok alumínium- és magnéziumötvözet csak oldatos hőkezelés és öregedés után fejti ki teljes mechanikai tulajdonságait (például T6 temperálás). Ha maga az öntési folyamat megakadályozza a hőkezelést, akkor az utolsó rész az anyag potenciális szilárdságának és keménységének töredékével dolgozik. A vákuum-sajtolóöntés és a présöntés csökkentheti a porozitást, de ezek prémium eljárások, amelyek költségnövelőek, és nem elérhetők mindenhol.
A homoköntés, mivel gravitáció vagy alacsony nyomás hatására kisebb sebességgel tölti meg a formát, lényegesen kevesebb bezárt gázt termel. A homoköntött alkatrészek jellemzően probléma nélkül hőkezelhetők, lehetővé téve az ötvözet teljes tulajdonságainak elérését. Ez döntő előnyt jelent az űrrepülésben, az autóiparban vagy a nehéz berendezésekben végzett szerkezeti alkalmazásoknál, ahol az anyagok tanúsítása és a mechanikai tulajdonságok kritikusak.
Ezenkívül a homok öntöttvas alkatrészek – különösen a gömbgrafitos öntöttvas – kiváló megmunkálhatóságot, rezgéscsillapítást és kopásállóságot mutatnak. Ezek olyan tulajdonságok, amelyek az anyag velejárói, és teljes mértékben hozzáférhetők a homoköntési folyamaton keresztül, a porozitási korlátozások nélkül, amelyek korlátozzák a présöntési alkalmazásokat.
Átfutási idő az új alkatrészekhez: A homoköntéssel gyorsabban szerezheti be az alkatrészeket a korai szakaszban
Ha gyorsan új alkatrészre van szükség – legyen szó prototípus-értékelésről, vészhelyzeti cseréről vagy kísérleti gyártásról –, a homoköntés átfutási időbeli előnye jelentős. Mivel a homoköntvény-minták egyszerűen és gyorsan elkészíthetők, az első öntvényt gyakran be lehet szállítani 2-6 hét a tervezés véglegesítésétől. Egyes gyorsforgású homoköntvényekre szakosodott öntödék prototípus öntvényeket akár rövid idő alatt is szállíthatnak 5-10 munkanap .
Összehasonlítva a présöntéssel, ahol a szerszámozás önmagában 8-16 hétig tart, mire egyetlen gyártási alkatrész elkészül, a homoköntés idővonala óriási előnyt jelent az új termékfejlesztés során. Az agresszív indítási ütemtervvel rendelkező vállalatoknál, vagy olyan karbantartási helyzetekben, amikor egy kritikus alkatrészt gyorsan kell cserélni, ez a különbség közvetlenül lecsökkent leállást, gyorsabb piacra kerülést és alacsonyabb programkockázatot jelenthet.
Emiatt a homoköntés az elöregedő gépek vagy régebbi berendezések cserealkatrészeinek szokásos választása, ahol nem maradtak meg meglévő szerszámok. Amikor egy 30 éves ipari présgépnek cserevasházra van szüksége, amelyet eredetileg egy már nem létező cég készített, a homoköntés lehetővé teszi, hogy mérnöki rajzból vagy fizikai mintából új mintát készítsenek, és az alkatrészt elfogadható költséggel reprodukálják. Egy fröccsöntő szerszám újbóli létrehozása egyetlen cserealkatrészhez gazdaságilag abszurd lenne.
Egyes iparágak, ahol a homoköntés jobban teljesít, mint a présöntés
Annak megértése, hogy mely iparágak támaszkodnak a homoköntésre a présöntéssel szemben, segít tisztázni, hogy a valós előnyök hol koncentrálódnak. Ezek az ágazatok következetesen a homoköntést választják, mert műszaki és kereskedelmi követelményeik összhangban vannak azzal, amit az eljárás a legjobban teljesít.
Olaj- és gázipari berendezések
A szeleptestek, a szivattyúházak, az elosztók és a kútfej alkatrészek acélt vagy gömbgrafitos vasat igényelnek, extrém nyomást kell kibírniuk, és gyakran kis mennyiségben gyártják őket speciális alkalmazásokhoz. A homoköntés biztosítja az anyagok kompatibilitását, belső geometriai képességét és mechanikai integritását, amelyet ezek az alkalmazások megkövetelnek. A présöntés itt nem versenyezhet.
Bányászat és nehézgépek
A törőpofák, a kanál fogai, a kopólemezek és a bányászati gépek szerkezeti elemei mangán acélból, krómvasból és más kemény vasötvözetekből készülnek, amelyeket a présöntés nem képes feldolgozni. Ebben a szektorban az alkatrészek rutinszerűen több száz fontot nyomnak – messze meghaladja bármely présöntőgép kapacitását. A homoköntés az egyetlen járható gyártási mód.
Áramtermelés
Az erőművek és ipari turbinák turbinaházai, járókerékházai és generátor végharangjai rozsdamentes acélból vagy nikkelötvözetből készülnek, univerzálisan homoköntvények. Az anyagszükséglet, az alkatrészméret és az alacsony éves gyártási mennyiség kombinációja gazdaságilag és műszakilag lehetetlenné teszi a présöntést ezekben az alkalmazásokban.
Repülési és védelmi prototípuskészítés
Még egy olyan ágazatban is, ahol a precizitás a legfontosabb, a homoköntést széles körben használják prototípusok fejlesztésére és kis volumenű szerkezeti alkatrészekre. A gyors iteráció, az űrrepülési ötvözetek használatának és a teljes mértékben hőkezelhető és mechanikailag tesztelhető alkatrészek gyártásának képessége a homoköntést szabványos eszközzé teszi a repülőgép-öntési programokban, mielőtt a drágább gyártási folyamatok mellett kötelezné el magát.
Tengerészet és hajógyártás
A hajócsavarok, a kormánykeretek és a tengeri hajók szerkezeti elemei gyakran hatalmasak, és korrózióálló bronzból, nikkel-alumínium bronzból vagy rozsdamentes acélból készülnek. A homoköntés az egyetlen eljárás, amely képes kezelni ezeket a követelményeket, és évszázadok óta ez a szabványos módszer a tengeri alkatrészek gyártásához.
Amikor a Die Casting valójában a jobb választás
A teljes válaszhoz el kell ismerni, hol nyer igazán a présöntés. A présöntés három jól meghatározott forgatókönyv esetén jobb, mint a homoköntés:
- Kisméretű színesfém alkatrészek nagy volumenű gyártása: Évente több százezer alumínium-, cink- vagy magnézium-alkatrész gyártása során a présöntvény egységenkénti gazdaságossága verhetetlen. Klasszikus példák az autóipari ajtókilincsek, az elektronikus burkolatok és a kis készülékházak.
- Felületkezelés és méretkonzisztencia: A présöntéssel háló alakú vagy hálóhoz közeli alkatrészeket állítanak elő 32–63 Ra mikroinch felületi minőséggel és mérettűréssel, amelyek gyakran nem igényelnek utómegmunkálást. A homoköntés általában durvább felületeket eredményez (125–500 Ra mikroinch), és több megmunkálást igényel a szűk tűrések eléréséhez.
- Vékony falú könnyűszerkezetek: Ha a tervezéshez 3 mm alatti falak szükségesek, amelyeknek még szerkezeti integritásra van szükségük, a présöntvény nagynyomású befecskendezése biztosítja a teljes kitöltést. A gravitációs betáplálású homoköntvény nehezen tudja megbízhatóan kitölteni a rendkívül vékony szakaszokat.
Ezen előnyök elismerése őszintevé teszi az összehasonlítást. A présöntés nem alacsonyabb rendű folyamat – ez egy meghatározott feltételekhez optimalizált folyamat. Ha ezek a feltételek nem teljesülnek, a fennmaradó forgatókönyvek többségében a homoköntés a jobb megoldás.
Környezeti és működési szempontok
A homoköntésnek van egy gyakran figyelmen kívül hagyott fenntarthatósági előnye: a homok újrahasznosítható. A modern öntödék visszanyerik és újrahasznosítják a formázóhomok 90%-a vagy több termikus vagy mechanikus rekultivációs rendszereken keresztül. Míg a présöntés nem ugyanúgy használ elhasználható szerszámanyagokat, a présöntőgépek – nagyméretű hidraulikus prések, hőmérséklet-szabályozott szerszámok és nagynyomású befecskendező rendszerek – karbantartásának energiaintenzitása jelentős.
A fröccsöntési hulladék aránya is tényező. Mivel a sajtolószerszámba fecskendezett fém a futószalagokat, a túlfolyókat és a kekszet is kitölti (a fémkorongot a söréthüvelyből), a fröccsöntési selejt mennyisége csökkenhet. Az összes elfogyasztott fém 20-40%-a tipikus részen, bár ennek nagy része újrahasznosítható. A homoköntési hulladék aránya, különösen a vas esetében, gyakran alacsonyabb a leszállított fém egységenkénti abszolút értékében, ha nagy alkatrészméret.
A működési lábnyom szempontjából a homoköntő öntödék több földrajzi helyen is elérhetők világszerte. A présöntéshez precíziós szerszámgépekre van szükség a présgyártáshoz és nagyméretű öntőgépekre, amelyek jelentős tőkebefektetést jelentenek. A fejlődő piacokon működő gyártók vagy a regionális ellátási lánc beszerzése számára a homoköntő öntödei kapacitás sokkal szélesebb körben elérhető, ami csökkenti a logisztikai költségeket és az ellátási lánc kockázatát.
Összefoglalás: A homoköntés kiválasztása a présöntéssel szemben
Arra a kérdésre, hogy a homoköntés jobb-e, mint a présöntés, nincs egyetlen univerzális válasz – de egyértelmű válasza van az ipari és mérnöki gyakorlatban előforduló öntési alkalmazások többségére. A homoköntés a jobb választás, ha:
- A gyártási mennyiség évi 10 000–25 000 alkatrész alatt van a tipikus alkatrészméreteknél
- A szükséges anyag vas, acél, rozsdamentes acél, rézötvözet vagy bármilyen vasfém
- Az alkatrész mérete vagy súlya meghaladja azt, amit a présöntőgépek fizikailag el tudnak fogadni
- A tervezési iteráció valószínű, és a szerszámok módosítási költségeit alacsonyan kell tartani
- Belső geometria, magok vagy összetett átjárók szükségesek
- A végső öntvény hőkezelése szükséges a teljes mechanikai tulajdonságokhoz
- Az első cikkek vagy prototípusok gyors szállítása prioritás
- A régi vagy egyedi berendezések cserealkatrészeit reprodukálni kell
A présöntés kiérdemli a helyét a nagy volumenű fogyasztói és autóipari gyártásban, ahol az alumínium és cink alkatrészeket gyorsan, kiváló felületi minőséggel, a lehető legalacsonyabb egységköltséggel kell előállítani. A homoköntés azonban a mérnöki igények sokkal szélesebb körét fedi le, az anyagok szélesebb választékát kezeli, az egyedi prototípusoktól a több ezer alkatrészig terjed, és költséghatékony marad minden olyan forgatókönyv esetében, ahol a présöntés gazdaságossága egyszerűen nem működik. Bármely mérnök vagy beszerzési szakember számára, aki értékeli az öntési eljárási lehetőségeket, a homoköntés legyen a kiindulópont – és az indoklás terhe az ettől való elálláson, nem pedig a választáson kell, hogy legyen.