A présöntés két alapvető módszere: melegkamra és hidegkamra
A présöntés két alapvető módja a melegkamrás présöntvény és hidegkamrás présöntvény . Ennek a két eljárásnak ugyanaz az alapvető célja – az olvadt fém edzett acélszerszámba kényszerítése nagy nyomás alatt, hogy pontos, ismételhető alkatrészeket állítsunk elő –, de jelentősen eltérnek a fém olvasztásának, kezelésének és befecskendezésének módjában. Ha nem megfelelő módszert választ az ötvözet vagy alkatrész geometriájához, az rossz töltetet, túlzott porozitást, idő előtti szerszámkopást és költséges selejt arányt eredményezhet. Minden komoly présöntési döntés kiindulópontja annak megértése, hogy mi választja el ezt a két módszert.
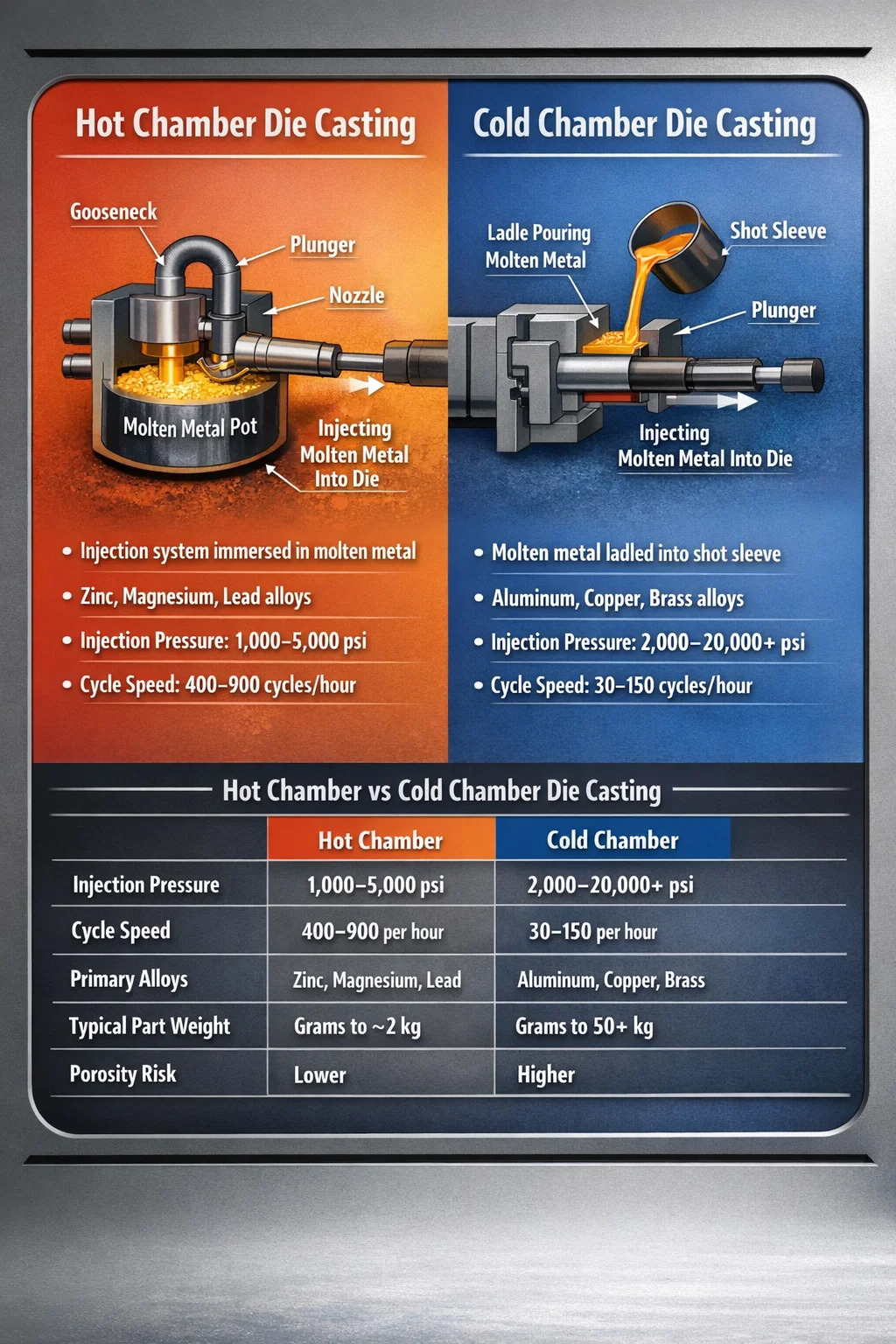
Forró kamrában fröccsöntés , az injektáló mechanizmus közvetlenül az olvadt fémfürdőbe merül. A gép automatikusan beszívja a fémet a hengerbe, és folyamatos, gyors ciklusban fecskendezi be a szerszámba. A hidegkamrás présöntés során a fémet egy külön kemencében olvasztják meg, majd minden egyes befecskendezési ciklus előtt - manuálisan vagy automatikusan - egy sörétes hüvelybe öntik. Mindegyik módszernek megvannak a jól kezelhető ötvözetei, meghatározott nyomástartományai, amelyeken belül működnek, és meghatározott gyártási mennyiségek, ahol gazdaságilag ésszerű.
Forrókamrás présöntés: Hogyan működik a folyamat
A forrókamrás présöntés – amelyet néha hattyúnyak-öntvénynek is neveznek – a befecskendező rendszert tartósan egy olvadt fémedénybe merítve tartja. Az alapelemek egy hattyúnyak alakú fémcsatorna, egy dugattyú és egy fúvóka, amely közvetlenül a szerszámhoz illeszkedik. Amikor a dugattyú visszahúzódik, az olvadt fém egy nyíláson keresztül áramlik a hattyúnyakba. Amikor a dugattyú előrehalad, lezárja a nyílást, és a fémet a fúvókán keresztül a szerszám üregébe kényszeríti olyan nyomással, amely jellemzően kb. 1000-5000 psi (7-35 MPa) .
Mivel a fém soha nem hagyja el a fűtött rendszert a lövések között, a ciklus rendkívül gyors. A melegkamrás gépek rutinszerűen elérik 400-900 ciklus óránként kis alkatrészekhez, így kiválóan alkalmasak olyan alkatrészek nagy volumenű gyártására, mint az elektromos csatlakozók, karburátorházak, zárszerkezetek és játékalkatrészek. A külön ürítési lépés kiküszöbölése csökkenti a ciklusidőt és a lövések közötti hőmérséklet-ingadozás kockázatát.
Forrókamrás öntéssel kompatibilis ötvözetek
A forrókamrás présöntés alacsony olvadáspontú ötvözetekre korlátozódik, amelyek nem támadják meg és nem oldják fel a befecskendező rendszer vas- és acélkomponenseit. A leggyakoribb anyagok a következők:
- Cinkötvözetek (Zamak 2, 3, 5, 7) – messze a legszélesebb körben használtak, olvadáspontjuk 380-420°C körül van
- Magnéziumötvözetek (AZ91D, AM60) – egyre gyakrabban használatos forrókamrás rendszerekben speciális gépkialakítással
- Ólom- és ónötvözetek – speciális, kis mennyiségben használatos alkalmazásokhoz
Az alumínium, a réz és a sárgaréz nem feldolgozható forrókamrás gépekben. Magasabb olvadási hőmérsékletük – az alumínium 660°C körül, a sárgaréz 900°C körül olvad – gyorsan feloldaná a hattyúnyak és a dugattyú vasalapú alkatrészeit, ami tönkreteszi a gépet és szennyezi az olvadékot néhány órán belül.
A gép űrtartalma és alkatrészmérete forrókamrás műveletekben
A forrókamrás gépek általában tól származó szorítóerővel kaphatók 5 tonna alatt körülbelül 900 tonnáig , bár a melegkamrás munkák többsége 5-400 tonnás gépeken történik. A cinköntvény alkatrészsúlya általában néhány grammtól körülbelül 2 kg-ig terjed, bár nagyobb gépeken nehezebb alkatrészek is lehetnek. A cinkkel elérhető vékony falak – precíziós szerszámozás esetén rutinszerűen 0,5 mm-ig – a forrókamrás öntést a miniatürizált, részletgazdag komponensek egyszerű folyamatává teszik.
Hidegkamrás présöntés: Hogyan működik a folyamat
A hidegkamrás présöntés teljesen elválasztja az olvasztókemencét a befecskendező rendszertől. A fémet egy külső tárolókemencében olvasztják meg, majd kézi üsttel, automata üsttel vagy elektromágneses szivattyúval áthelyezik egy vízszintes vagy függőleges sörétes hüvelybe. Amint a megfelelő mennyiségű fém van a hüvelyben, a befecskendező dugattyú előrenyomja a fémet, és olyan nyomással kényszeríti a szerszámba, amely lényegesen nagyobb, mint a forrókamrás berendezésnél: jellemzően 2000-20000 psi (14-140 MPa) , néhány nagynyomású művelettel, amely meghaladja ezt a tartományt vékonyfalú alumínium alkatrészek esetében.
A kemence leválasztása a gépről azt jelenti, hogy az injektáló alkatrészek nincsenek folyamatosan kitéve fémolvadék hatásának. Csak a lövés rövid pillanatában szabadulnak fel, ami lehetővé teszi olyan fémek használatát, amelyek tönkretennék a forró kamrarendszert. A kompromisszum a lassabb ciklusidő – a legtöbb hidegkamrás művelet ilyenkor fut 30-150 lövés óránként az alkatrész tömegétől, falvastagságától és ötvözetétől függően – és további folyamatlépések, amelyek hőmérséklet-ingadozást okozhatnak, ha nem gondosan ellenőrzik.
A hidegkamrás présöntéshez használt ötvözetek
A hidegkamrás fröccsöntés az ötvözetek széles skáláját kezeli magasabb olvadási hőmérséklettel, beleértve:
- Alumíniumötvözetek (A380, A383, A360, ADC12) – a hidegkamrás munkák domináns anyaga, az autóiparban, a repülőgépiparban és a fogyasztói elektronikában használatos
- Rézötvözetek és sárgaréz — vízvezeték-alkatrészekhez, elektromos csatlakozókhoz és tengeri hardverekhez használják, ahol a korrózióállóság és a szilárdság számít
- Magnéziumötvözetek (AZ91D, AM50) – egyre gyakoribb a hidegkamrában a nagy szerkezeti részek esetében, bár a magnézium melegkamrás rendszerekben is feldolgozható
- Szilícium tombak és speciális rézalapú ötvözetek - résprecíziós alkalmazásokban használják
Az A380 alumíniumötvözet az egyetlen legszélesebb körben használt fröccsöntő ötvözet a világon, és gyakorlatilag az egészet hidegkamrás gépeken dolgozzák fel. Az önthetőség, a mechanikai szilárdság (kb. 317 MPa szakítószilárdság), a korrózióállóság és a költség kiváló kombinációját kínálja, ezért uralja az autóipari szerkezeti öntvényeket, a hűtőbordákat és a motorházakat.
Gép űrtartalom és alkatrész skála
A hidegkamrás gépek mérete lényegesen nagyobb, mint a melegkamrás berendezések. A szorítóerők kb 150 tonna, 6000 tonna vagy több az autóipari gigacasting alkalmazásokban jelenleg használt mega-öntőgépekhez. Egy autógyártó által használt 4000 tonnás hidegkamrás prés egyetlen lövéssel képes a jármű teljes hátsó alvázát elkészíteni – egyetlen alumíniumöntvényből, amely több mint 70 sajtolt és hegesztett acél alkatrészt helyettesít. A Tesla ezt a megközelítést a Giga Press technológiájával népszerűsítette, és azóta világszerte több OEM is alkalmazta ezt a megközelítést.
Közvetlen összehasonlítás: Forró Kamra vs Hidegkamra Die Casting
Az alábbi táblázat összefoglalja a két présöntési módszer közötti kritikus különbségeket a gyártástervezés szempontjából legfontosabb paraméterek között:
| Paraméter | Hot Chamber | Cold Chamber |
|---|---|---|
| Befecskendezési nyomás | 1000–5000 psi | 2000–20 000 psi |
| Ciklus sebessége | 400-900 ciklus/óra | 30-150 ciklus/óra |
| Elsődleges ötvözetek | Cink, magnézium, ólom | Alumínium, réz, sárgaréz, magnézium |
| A gép tonnatartománya | 5-900 tonna | 150-6000 tonna |
| A fém hőmérsékletének kitettsége a gépnek | Folyamatos | Csak lövésenként |
| Tipikus alkatrészsúly | grammtól ~ 2 kg-ig | grammtól 50 kg-ig |
| Porozitási kockázat | Alacsonyabb (kevesebb levegő bejutási lehetőség) | Magasabb (gondos lövésprofil-vezérlést igényel) |
| Szerszámköltség | Alacsony vagy közepes | Közepestől magasig |
A két módszer között eltérő tervezési szempontok
Maga a szerszám – az edzett H13 szerszámacél forma, amelybe az olvadt fémet belenyomják – elvileg hasonló mindkét folyamatban, de a mérnöki követelmények eltérőek az alkalmazott nyomástól és az alkalmazott hőterheléstől függően.
Kaputervezés és futórendszerek
Forró kamrában dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30-50 m/s .
Az alumínium hidegkamrás matricái gondos görgőgeometriát igényelnek, hogy kezeljék az alumínium öntési hőmérsékleten tapasztalható magasabb viszkozitását és a töltés közbeni idő előtti megszilárdulás kockázatát. Az alumínium kapusebessége általában cél 40-60 m/s , és a lövésprofilt – lassú fázis, gyors fázis és erősítő nyomás – pontosan be kell programozni, hogy elkerüljük a turbulens töltést, amely az alumíniumöntvények porozitásának elsődleges hajtóereje.
Thermal Management and Die Life
Mindkét típusú szerszám belső víz- vagy olajhűtő csatornákra támaszkodik a hőkezeléshez, de a hidegkamrás alumínium szerszámok nagyobb hősokknak néznek ki az alumíniumolvadék (öntéskor ~680°C) és a szerszám felületi hőmérséklete (általában 180–260°C között) közötti nagyobb hőmérséklet-különbség miatt. Ez a hőciklus a hőellenőrzés elsődleges mozgatórugója – a finom felületi repedések hálózata, amely végül rontja a szerszám felületi minőségét. A hidegkamrás H13 alumínium szerszámok élettartama jellemzően kb 100 000-300 000 lövés , míg a forró kamrás cink matricák futhatnak 1 millió lövés vagy több mielőtt jelentős átdolgozást igényelne.
Porozitás: A kulcsfontosságú minőségi kihívás mindkét módszerben
A porozitás – az öntvényen belüli üregek, amelyeket a beszorult gáz vagy a zsugorodás okoz – a présöntés domináns hibalehetősége, függetlenül attól, hogy melyik módszert alkalmazzuk, de ennek okai és megoldásai a meleg- és hidegkamrás eljárásoknál eltérőek.
Forró kamrában die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
A hidegkamrás fröccsöntésnél a nyitott sörétes hüvely a levegő beszívásának fő forrása. Ahogy a dugattyú előrehalad, a fém előtt kell nyomnia a hüvelyben lévő levegőcsomót. Megfelelő lassú lövési sebesség – jellemzően 0,1-0,5 m/s az első fázisban – lehetővé teszi fémhullám kialakulását, és a levegőt a túlfolyó kutakhoz és szellőzőnyílásokhoz tolja előre, mielőtt a gyors befecskendezés megkezdődik. Ha ezt az átmeneti pontot akár néhány milliméteres dugattyúúttal is elrontja, az 10-20%-kal magasabb porozitást eredményezhet a kész alkatrészben. A vákuummal segített présöntés, amely a fröccsöntés előtt kiüríti a szerszámüreget és a söréthüvelyt, képes csökkenteni a hidegkamrás alumínium alkatrészek porozitását olyan szintre, amely lehetővé teszi a hőkezelést és a szerkezeti hegesztést – ez a képesség nem lehetséges a hagyományos öntött alumínium présöntvényeknél.
Mikor válasszuk a forrókamrás présöntést?
A melegkamrás présöntés a megfelelő választás, ha a következő feltételek teljesülnek:
- Az alkatrész anyaga cink, magnézium vagy más alacsony olvadáspontú ötvözet, amely kompatibilis a hattyúnyak rendszerrel
- A gyártási mennyiségek magasak – általában évi 50 000-100 000 alkatrész felett, ami indokolja a szerszámberuházást
- Az alkatrész tömege viszonylag alacsony, általában 1-2 kg alatti cink esetében
- A méretpontosság kritikus fontosságú – a cink présöntéssel rutinszerűen ±0,05 mm-es tűrések érhetők el a kritikus jellemzőknél másodlagos megmunkálás nélkül
- Vékony falakra van szükség – a cink 0,5 mm-nél kisebb falvastagságra is önthető optimalizált szerszámozással
- A felületkezelés minősége prioritás – a horganyzott öntvények kiváló öntött felülettel rendelkeznek, amely alkalmas közvetlen bevonatolásra vagy festésre alapos előkészítés nélkül
A melegkamrás fröccsöntést használó általános iparágak közé tartozik a fogyasztói elektronika (csatlakozók, konzolok, zsanérok), az autóipar (zártestek, üzemanyagrendszer-alkatrészek, érzékelőházak), a hardver (ajtókilincsek, bútorszerelvények), valamint a játékok és az újdonságok.
Mikor válasszuk a hidegkamrás présöntvényt?
A hidegkamrás présöntés a megfelelő eljárás, ha:
- Az ötvözet alumínium, réz, sárgaréz vagy magas olvadáspontú anyag, amely nem kompatibilis a forrókamrás berendezéssel
- Az alkatrész mérete és súlya meghaladja a melegkamrás berendezések gyakorlati határait
- Szerkezeti teljesítményre van szükség – az alumínium présöntvények szilárdság/tömeg aránya lényegesen jobb, mint a cink a teherhordó alkalmazásokhoz
- Korrózióállóságra van szükség zord környezetben is – az alumínium természetes oxidrétege olyan védelmet nyújt, amelyhez bizonyos környezetben a cinkötvözetek bevonat nélkül nem férnek hozzá
- Alkalmazása autóipari hajtásláncokban, repülőgép-tartókban vagy ipari berendezésekben történik, ahol a könnyű súly és a szerkezeti integritás kombinációja indokolja a magasabb szerszám- és gépköltséget.
A főbb hidegkamrás fröccsöntési alkalmazások közé tartoznak az autók hajtóműházai, motorblokkok, elektromos járművek akkumulátorházai, számítógép-szerver alváz, hidraulikus szeleptestek és tengeri külmotor alkatrészek. Egyedül az alumínium présöntvények globális piacát többre értékelték 50 milliárd USD 2023-ban , amely a hidegkamrás alumíniumöntvény dominanciáját tükrözi a modern gyártásban.
Költségstruktúra: Szerszámozás, gépidő és alkatrészenkénti gazdaságosság
A présöntés gazdaságossága nagymértékben függ attól, hogy melyik módszert használják, mivel a két eljárás költségprofilja nagyon eltérő.
Szerszámozási költségek
A présöntő szerszámok módszertől függetlenül költségesek, mert a szerszámoknak több millió nyomásciklust kell kibírniuk koptató, hőigényes környezetben. A mérsékelten összetett részek forrókamrás horganyszerszámai általában között 15 000 és 80 000 dollár . A hasonló összetettségű hidegkamrás alumínium szerszámok drágábbak – gyakran 30 000 dollártól 150 000 dollárig vagy több - mert a nagyobb befecskendezési nyomás robusztusabb szerszámszerkezetet és bonyolultabb hűtőköri tervezést igényel. Az autóipari alkalmazásokhoz használt nagy szerkezeti hidegkamrás szerszámok használhatók 500 000 dollár vagy több .
Alkatrészenkénti költség és fedezeti mennyiség
Mivel a présöntés magas fix költségekkel (szerszámozás, beállítás) és viszonylag alacsony változó költséggel jár alkatrészenként (fém, gépi idő, munkaerő), mindkét módszer a leggazdaságosabb nagy mennyiségeknél. A fedezeti pont – ahol a présöntés olcsóbbá válik, mint az olyan alternatívák, mint a homoköntés, a befektetett öntés vagy a tuskóból történő megmunkálás – az alkatrész bonyolultságától függően változik, de általában valahol a kettő között érhető el. 10.000 és 50.000 alkatrész forrókamrás cinkhez és 20.000 és 100.000 alkatrész hidegkamrás alumíniumhoz, az alkatrész méretétől és a jellemzők összetettségétől függően.
Az anyagköltség egy másik megkülönböztető tényező. A cinkötvözet (Zamak 3) nagyjából 2,00–2,50 USD kg-onként tipikus ipari szerződéses árakon. Az A380 alumíniumötvözet közelebb fut 2,50–3,50 USD kg-onként , de az alumínium kisebb sűrűsége (2,7 g/cm³ vs. a cinké 6,6 g/cm³) azt jelenti, hogy egy adott résztérfogathoz képest egy alumíniumöntvény sokkal kevesebb fémet használ fel, ami részben ellensúlyozza az árkülönbséget.
A kétmagos présöntési módszerek új változatai
Míg a melegkamra és a hidegkamra továbbra is a két alapvető fröccsöntési módszer, számos eljárásváltozatot fejlesztettek ki, amelyek mindegyikének sajátos korlátait kezelik.
Vákuumos öntés
Mindkét módszerre alkalmazva, de különösen a hidegkamrás alumínium esetében fontos, a vákuum-sajtolóöntés injektálás előtt kiüríti a szerszámüreget és a sörétes hüvelyt, így a gáz porozitása olyan szintre csökken, amely lehetővé teszi a T5 és T6 hőkezelést. Ez hegeszthetővé teszi a szerkezeti alumíniumöntvényeket, és alkalmassá teszi a biztonság szempontjából kritikus alkalmazásokhoz, mint például az autók ütközési szerkezetei és a felfüggesztési alkatrészek. A vákuum-rásegítésű hidegkamrás gépek költséget és bonyolultságot növelnek, de csökkenthetik a selejt mennyiségét 30-50% porozitásérzékeny alkalmazásokban.
Félig szilárd présöntés (tixocasting és reocasting)
A félszilárd fémöntési eljárások – tixoöntés és újraöntés – a fémet félig szilárd, zagyszerű állapotban fecskendezik be, nem pedig teljesen megolvadva. Ez drámaian csökkenti a porozitást, mivel a fém nem szállítja az oldott gázt ugyanúgy, mint a teljesen folyékony fém, és a nem turbulens töltési minta sokkal kevesebb levegőt zár be. A félszilárd folyamatok hidegkamrás gépplatformok köré épülnek, de módosított sörétprofilokat és speciális tuskó-előkészítést alkalmaznak. Az eredmény olyan öntvény, amelynek mechanikai tulajdonságai megközelítik a kovácsolt alkatrészekét. A reocast alumínium A356 alkatrészek a fenti szakítószilárdságot érik el 310 MPa 10%-os vagy nagyobb nyúlással — lényegesen jobb, mint a hagyományos hidegkamrás A380-as öntvények.
Squeeze Casting
A préses öntés – néha a harmadik présöntési kategóriaként – egyesíti a présöntési és kovácsolási elveket. A fémet egy nyitott szerszámba öntik, majd egy lyukasztó nyomást fejt ki 50-150 MPa ahogy a fém megszilárdul, így a zsugorodási porozitás teljesen megszűnik. Az eljárás hidegkamrás gépi platformokat használ, és közel nulla porozitású és kiváló mechanikai tulajdonságú alkatrészeket állít elő, de lassabb és drágább, mint a hagyományos hidegkamrás öntés. Repülőgép-alkatrészekhez, autóipari féknyergekhez és más nagy igénybevételt jelentő alkalmazásokhoz használják.
Hogyan válasszuk ki a megfelelő öntési módszert az Ön számára
A megfelelő présöntési folyamat kiválasztása az ötvözetnél kezdődik, mivel az ötvözet a legtöbb kivitelben nem alkuképes. Ha a mérnöki követelmények alumíniumot kívánnak meg – súly, szilárdság vagy hőteljesítmény szempontjából – a hidegkamra az egyetlen praktikus lehetőség a présöntésben. Ha a cink elfogadható vagy előnyben részesített a precizitása, a vékonyfalú képessége és a bevonattal való kompatibilitása miatt, a forró kamra lesz a gyorsabb, olcsóbb út.
Az ötvözet kiválasztása után a következő kérdések segítenek szűkíteni a döntést:
- Mennyi az éves mennyiség? Mindkét módszernek térfogatra van szüksége ahhoz, hogy gazdaságos legyen, de a hidegkamrás alumíniumnak nagyobb térfogatra van szüksége a magasabb szerszámköltségek ellensúlyozására.
- Mekkora az alkatrész súlya és a tervezett lövéssúlya? A 2 kg-nál nagyobb horganyzott alkatrészek szokatlanok; 5 kg feletti alumínium alkatrészekhez nagyon nagy hidegkamrás gépekre lehet szükség.
- Vannak-e porozitásérzékeny jellemzők? A hegesztendő nyomásálló hidraulikus járatokhoz vagy szerkezeti csomópontokhoz vákuummal segített hidegkamra vagy félszilárd feldolgozás szükséges.
- Milyen felületkezelés szükséges? A cink forrókamrás öntvények közvetlenül elfogadják a galvanizálást; Az alumínium hidegkamrás öntvények jellemzően porszórt, eloxált vagy csupasz.
- Milyen a működési környezet? A 150 °C fölé emelkedett hőmérséklet szilárdságvesztés miatt kizárja a cinkötvözetek minősítését; Az alumínium ötvözettől függően 200-250°C-ig jól teljesít.
Ha ezeket a kérdéseket egy présöntő öntödével dolgozza fel a tervezési szakaszban – a szerszámok véglegesítése előtt – a legmegbízhatóbb módja annak, hogy megtalálja az alkalmazásának megfelelő folyamatot. A gyártásra való tervezés (DFM) áttekintése egy tapasztalt présöntési mérnök által azonosítani tudja a húzási szögeket, a falvastagság-átmeneteket és az elválasztó vonal pozícióit, amelyek befolyásolják, hogy melyik géptípus és befecskendezési módszer biztosítja a legalacsonyabb selejtezési arányt és a leghosszabb szerszámélettartamot az Ön adott alkatrészgeometriájához.