Casting Folyamatonként folyamat
1.
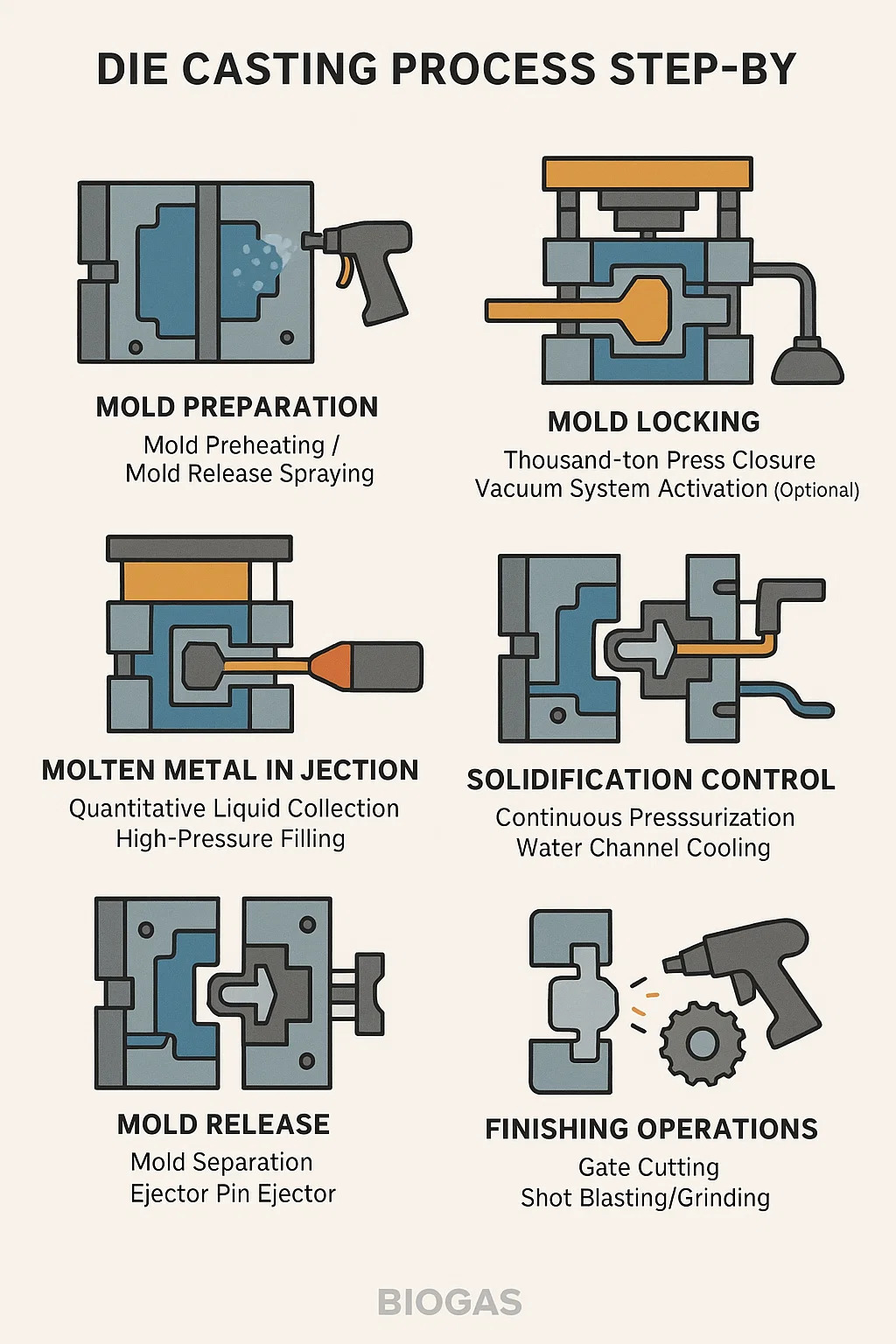
Fold előmelegítés: Melegítse az acélformát 150-200 ° C-ra, hogy megakadályozzák az olvadt alumínium fröccsenését vagy a hideg bezárását.
Penészkioldó permetezés: Használjon egy Air Mist fegyvert az üreg egyenletes permetezéséhez (víz alapú emulzió), hogy megvédje a penész és az elősegítés.
2.
Ezer tonnás sajtolás: A felső és az alsó formák hidraulikusan vannak rögzítve, hogy ellenálljanak a nagy befecskendezési nyomásnak (> 500 tonna szorítóerő).
Vákuumrendszer aktiválása (opcionális): Evaduálja a levegőt a penész üregéből, hogy csökkentse a levegő porozitását.
3. olvadt fém befecskendezés (nagysebességű injekció)
Kvantitatív folyadékgyűjtés: Az olvadt alumínium (kb. 660 ° C) automatikusan a kemence befecskendező kamrájába van ellátva.
Nagynyomású töltés: A dugattyú az olvadt alumíniumot injektálja a penészüregbe ágyúsebesség sebességgel (30-100 m/s), az üreg kitöltésével 0,01-0,3 másodperc alatt.
4.
Folyamatos nyomás: A dugattyú 10-30 másodpercig tartja a nagy nyomást, hogy kompenzálja az olvadt alumínium zsugorodását a megszilárdulás során.
Vízcsatorna hűtése: A hideg víz kering a penészben, hogy eltávolítsa a hő eltávolítását, lehetővé téve az alkatrészek gyors megszilárdulását.
5. Penészkioldás
Penész elválasztás: A sajtó felszabadul, és a felső és az alsó formák kinyílnak.
Ejector PIN PIN MEJEGYZÉS: A beépített ejektorcsap kiüríti az alkatrészt, eltávolítva a futóhulladékot (az anyag kb. 30% -a).
6. befejező műveletek
Kapu vágása: A hidraulikus nyírás eltávolítja a kapu rendszert és a túlcsorduló vályú.
Robbantás/csiszolás: Eltávolítja a Burrs -t és az elválasztó vonal vakuját.
Hőkezelés (kulcskomponensek): A T6 edzés növeli a keménységet.