A közös felület részletes magyarázata Hibak be Alumínium présöntvények
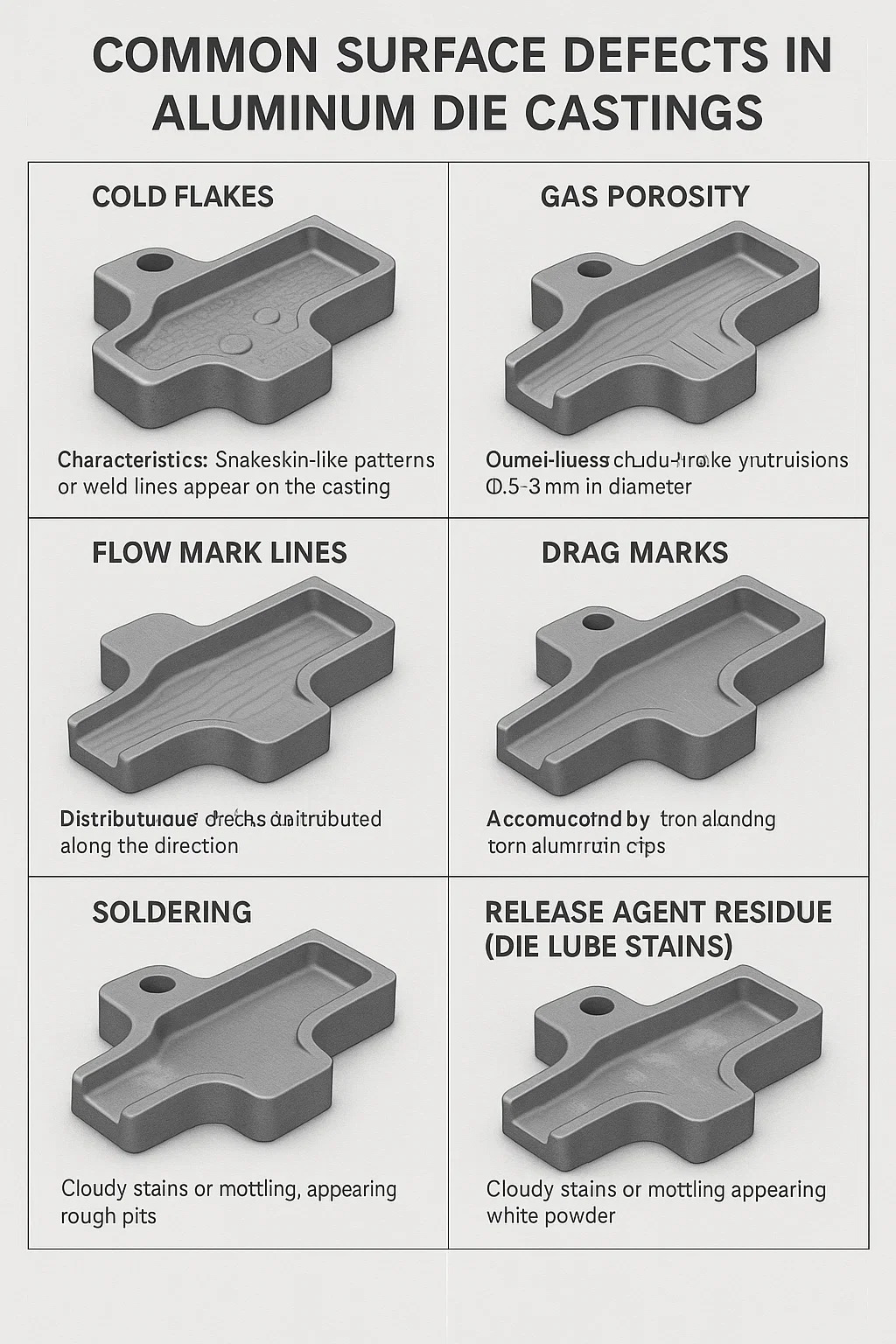
1. Hideg pelyhek
Jellemzők: Kígyóbőrszerű minták vagy hegesztési vonalak jelennek meg az öntési felületen, és a felület egyenetlennek tűnik.
Ok: Alacsony olvadt alumínium hőmérséklet vagy lassú befecskendezési sebesség, ami a két alumíniumáram összeolvadásának meghibásodását eredményezi.
Sérülés: A szerkezeti szilárdság éles csökkenése, különösen a vékony falú, repedésre hajlamos területeken.
2. Gázporozitás
Jellemzők: A felületen sima, buborékszerű kiemelkedések (0,5-3mm átmérőjű) jelennek meg, melyek felszakadva lyukakat tárnak fel.
Okok:
Rossz formaszellőztetés (elzárt kilökőcsapok/elválasztó felület)
Túlzott felszabadulású szer gőzképződés
Magas kockázatú területek: Bordák gyökerei és zárt üregek teteje.
3. Húzásjelek
Jellemzők: Hosszú, lineáris karcolások a huzat iránya mentén, néha szakadt alumíniumforgácsok kíséretében.
Okok:
Elégtelen huzatszög (pl. kevesebb, mint 1°)
Karcolások vagy elégtelen polírozás a formaüreg felületén.
4. Áramlási jelek vonalak
Jellemzők: Hullámos színcsíkok, amelyek az olvadt alumínium áramlási iránya mentén oszlanak el
Okok:
Nem megfelelő kapu kialakítás, amely turbulens áramláshoz vezet
Alumínium hőmérsékleti rétegződés (gyors felülethűtés)
5. Hőellenőrzés
Jellemzők: Mikrorepedések hálózata, gyakran előfordul a vastag-vékony átmeneti zónában
Okok:
Helyi penész túlmelegedés (meghibásodott hűtővíz rendszer)
Korai kilökődés, az alkatrész belsejének hiányos megszilárdulása
6. Forrasztás
Jellemzők: Az öntőfelület a formaacélhoz tapad, durva gödröket képezve
Okok:
Közvetlen alumínium ütközés a formaacélon (pl. közvetlen kapu ütközés a magon)
A forma felületi bevonatának kopása
7. Release Agent Residue (Die Lube Stains)
Jellemzők: Felhős foltok vagy fehér por, eloxálás után foltosodás
Okok:
A permet gyenge porlasztása, ami felhalmozódást eredményez a sarkokban
Hiányos eltávolítás a légfúvási folyamat során