
Otthon / Hír / Ipari hírek / Alumínium megmunkált alkatrészek kontra öntvény: tolerancia, költség és ötvözetek
A megmunkált alumínium alkatrészek jobban teljesítenek, mint az alumíniumöntés, amikor a tolerancia és a szerkezeti integritás a legfontosabb
A rövid válasz: válassz alumínium megmunkált alkatrészek amikor egy alkatrésznek szűk mérettűrésre van szüksége (tipikusan ±0,01 mm és ±0,05 mm között), teljesen sűrű, porozitásmentes mikroszerkezetre vagy alacsony-közepes gyártási mennyiségre, ahol a szerszámköltség nem indokolható. Válasszon alumínium öntvény Ha a geometria összetett, a futás mérete nagy (gyakran 10 000 egység), és valamivel alacsonyabb méretpontosság is elfogadható. Egyik eljárás sem univerzálisan "jobb" – különböző mérnöki problémákat old meg, és a legerősebb ellátási láncok valójában mindkettőt kombinálják, a kritikus illeszkedési felületeket öntött nyersdarabra forgácsolják.
Ez a cikk leírja a valódi különbségeket a kivonó megmunkálás és az öntés között, az egyes folyamatok által előnyben részesített ötvözeteket, a reálisan elvárható tűréseket, és azt, hogy a vásárlók hogyan hozzák meg a kompromisszumos döntést a 2026-os valós gyártási rendelésekről.
A megmunkált alumínium alkatrészek tényleges gyártása
A megmunkált alumínium alkatrészek életüket kovácsolt alapanyagként kezdik – rúd, lemez vagy extrudálás –, amelyek már konzisztens, hézagmentes szemcseszerkezettel rendelkeznek a hengerlés vagy extrudálás következtében. Ezután egy CNC maró vagy eszterga ellenőrzött lépésekkel távolítja el az anyagot, amíg a végső geometria ki nem alakul. Nincs olvasztási lépés, nincs kompenzálandó zsugorodás, és nincs veszélye annak, hogy beszorult gázzsebek képződjenek az alkatrész belsejében.
Tipikus gyártási sorrend
- Nyersanyag kiválasztása és durva üres méretre vágás
- CAM programozás a 3D modellből, beleértve a szerszámpálya szimulációt
- Durva marás vagy esztergálás az ömlesztett anyag gyors eltávolításához
- Félkész áthaladások, hogy az alkatrész közel kerüljön a végső mérethez
- Lassabb előtolási sebességgel végzett simítás a szűk tűrésű felületek érdekében
- Sorjázás, tisztítás és méretellenőrzés
- Választható felületkezelés (eloxálás, passziválás, szemcseszórás)
Az 5 tengelyes megmunkálóközpont a legtöbb művelet során egyetlen alkatrésztájolást képes tartani, ami csökkenti a rögzítési hibákat és lerövidíti a ciklusidőt a szögletes jellemzőkkel rendelkező alkatrészeken – amit egy 3 tengelyes marónak több beállításra lenne szüksége.
Megmunkált alkatrészek kontra alumíniumöntés: közvetlen összehasonlítás
A vásárlók gyakran kérdezik, hogy egy alkatrészt "kell-e" önteni vagy megmunkálni, mielőtt egyetlen rajz létezik. Az alábbi táblázat bemutatja azokat a gyakorlati különbségeket, amelyek ténylegesen befolyásolják ezt a döntést egy gyártási szinten, nem pedig elméleti különbségeket.
| Tényező | Megmunkált alumínium alkatrészek | Alumínium öntés |
|---|---|---|
| Tipikus tolerancia | ±0,01 mm és ± 0,05 mm között | ±0,2 mm - ± 0,5 mm (öntvény szerint) |
| Belső porozitási kockázat | Nincs (kovácsolt készlet) | Jelen van, különösen vastag részeken |
| Szerszám beruházás | Alacsony (csak szerelvények) | Magas (öntőformák vagy formák) |
| Legjobb rendelési mennyiség | Prototípusok a kötet közepéig | Közepestől nagy hangerőig |
| A geometria szabadsága | A szerszámhoz való hozzáférés korlátozott | Komplex belső üregek lehetségesek |
| Mechanikai szilárdság | Magasabb, egyenletes szemcseáramlás | Alacsonyabb, hacsak nem hőkezelték |
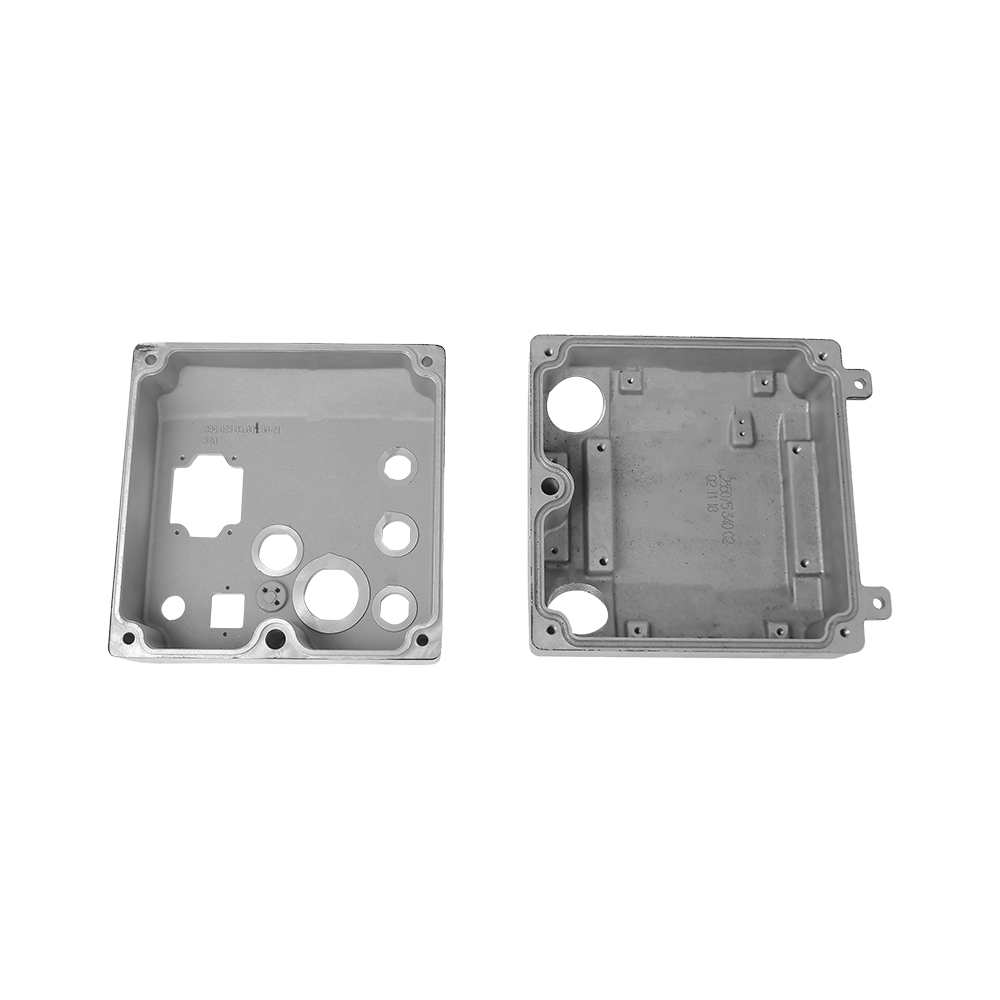
A gyakorlatban sok termelési program mindkét folyamatot együtt használja: an alumínium öntvény gazdaságosan alakítja ki a durva házformát, majd a megmunkálás befejezi a csapágyfuratokat, a rögzítési felületeket és a menetes furatokat, amelyeknek pontosságra van szükségük az öntött felületnek.
Ötvözetválasztás: Mi kerül valójában a gépasztalra
Nem minden alumínium minőségű megmunkálás történik egyformán, és az előre kiválasztott ötvözet határozza meg a vágási sebességet, a szerszámkopást és a végső alkatrész szilárdságát.
Általános ötvözetek és megmunkálási viselkedésük
| Ötvözet | Megmunkálhatósági minősítés | Tipikus használat |
|---|---|---|
| 6061-T6 | Jó | Általános szerkezeti konzolok, házak |
| 6082-T6 | Jó | Teherhordó keretek, váltóházak |
| 7075-T6 | Fair | Repülési szerelvények, nagy igénybevételnek kitett alkatrészek |
| 2024-T3 | Fair | Fáradáskritikus szerkezeti elemek |
| 5052-H32 | Kiváló | Fémlemez eredetű megmunkált lemezek |
A 7075 kínálja a legmagasabb szilárdság-tömeg arányt ezen a listán, de nagyobb hőt és szerszámkopást termel a vágás során, ezért a nagy mennyiségű, 7075 alkatrészt gyártó műhelyek előnyben részesítik a bevonatos keményfém szerszámokat és alacsonyabb orsó előtolást, mint a 6061-nél.
Tolerancia, felületkezelés és mit jelent valójában a "precíziós"
A "precíziós" szót lazán használják a beszállítói marketingben, így segít valós számokhoz rögzíteni. Egy általános célú 3 tengelyes maró, amely 6061-es alumíniumon szabványos szerszámokkal működik, kényelmesen tart ±0,05 mm egy közepes méretű részen keresztül. Ha egy merev, 5 tengelyes központba lép, szabályozott hőmérsékletű hűtőfolyadékkal és kalibrált szondával, ez lecsökkentheti ±0,01 mm a kritikus jellemzőkre, amely a legprecízebb csapágyfészek és tömítőfelületek által igényelt tartomány.
Felületkezelési lehetőségek a megmunkálás után
- Megmunkált felületkezelés (Ra 1,6–3,2 μm) – szabvány belső, nem kozmetikai felületekhez
- Gyöngyszórás – egységes matt textúra, elrejti a szerszámnyomokat
- II. típusú átlátszó vagy színes eloxálás – korrózióállóság és színválaszték
- III. típusú kemény eloxálás – kopásállóság csúszó vagy mozgó szerelvényekhez
- Polírozás – tükör vagy selyemfényezés a fogyasztók felé néző látható alkatrészekhez
Ezzel szemben az öntött alkatrészek közvetlenül öröklik a forma vagy a szerszám felületének textúráját. Az öntvényen azonos felületi minőség eléréséhez általában csak a funkcionális felületeken van szükség másodlagos megmunkálásra – ez pontosan a korábban említett hibrid munkafolyamat.

Ahol a megmunkált alumínium alkatrészek valódi termékekben jelennek meg
Az alábbi alkalmazások azt mutatják, hogy a megmunkálás tűrés- és szilárdsági előnyei valójában hol indokolják az öntéshez képest magasabb egységköltséget.
Közös alkalmazási területek
- Robotcsuklók és precíziós mozgási szakaszok, amelyek megismételhető pozicionálást igényelnek
- Optikai és kamera tartókonzolok, ahol az igazítási tűrés kritikus
- Repülőgép-szerelvények és szerkezeti csatlakozók kifáradási terhelés alatt
- Vákuumtömör tömítőfelületeket igénylő félvezető berendezések
- Az orvostechnikai eszközök házai megismételhető, szennyeződésmentes felületeket igényelnek
- Egyedi autóipari prototípus alkatrészek az öntőszerszám üzembe helyezése előtt
Gyakori, hogy egy új terméket teljesen megmunkált alkatrészekkel dobnak piacra a prototípuskészítés és a korai gyártási futások során, majd áttérnek az öntött nyersdarabokra könnyű megmunkálással, ha a mennyiség elég magasra emelkedik a szerszámköltség amortizációjához – ez a minta következetesen megfigyelhető az ipari berendezések és a fogyasztói elektronikai ellátási láncokon.
Költség-összehasonlítás: A megmunkálás egységenkénti gazdaságossága és az öntés
A megmunkálás nem jár előzetes szerszámköltséggel, de az egységár viszonylag változatlan marad a térfogaton belül, mivel minden alkatrész továbbra is ugyanannyi gépi időt vesz igénybe. Az öntéshez előzetesen szerszám- vagy szerszámberuházásra van szükség, de az egységenkénti költség meredeken csökken, ha a beruházás több ezer egységre oszlik.
Kiegyenlítő magatartás
Egy tipikus közepes összetettségű konzolnál a megmunkálás általában az alacsonyabb összköltségű opció marad, nagyjából 500–2000 egység alatt, az alkatrész összetettségétől és a ciklusidőtől függően. Ennél a mennyiségnél a présöntött alumínium a kritikus felületek könnyű megmunkálásával általában gazdaságosabbá válik, mivel a szerszámköltség amortizálódik, és az alkatrészenkénti ciklusidők sokkal rövidebbek, mint egy teljes CNC-programé.
Az anyagfelhasználás egy másik tényező, amelyet a vásárlók figyelmen kívül hagynak: egy alkatrész tömör rúdból történő megmunkálása elhagyhatja Az eredeti készlet 50-80%-a hulladékként , míg a hálóhoz közeli öntés formálja az alkatrészt, és sokkal kevesebb hulladék keletkezik – bár az alumíniumhulladék könnyen újrahasznosítható, így ez jobban befolyásolja a költségeket, mint a fenntarthatósági eredményeket.
A vevők által kért minőség-ellenőrzési ellenőrzések
A megmunkált alumínium alkatrészek tételének átvétele előtt a vevőnek meg kell erősítenie, hogy a szállító elvégezte-e a következő ellenőrzéseket, mivel ezek közvetlenül tükrözik, hogy a megadott tűréshatárokat valóban a műhelyben érték-e el, nem pedig csak a rajzon.
- Első cikkvizsgálati (FAI) jelentés teljes méretadatokkal a rajz alapján
- CMM (koordináta mérőgép) jelentések a kritikus tűrés jellemzőkről
- Felületi érdesség vizsgálata funkcionális vagy tömítő felületeken
- Anyagtanúsítvány az eredeti malomtételig visszavezethető
- Eloxálás vagy bevonat vastagságának ellenőrzése, ahol felületkezelést írnak elő
E dokumentumok előzetes bekérése, az első gyártási futtatás előtt, nem pedig az elutasított szállítmány után, az egyetlen leghatékonyabb módja annak, hogy elkerüljük a kapcsolat későbbi méretvitáit.
Döntés a megmunkált és az öntött alumínium között egy új alkatrészről
Gyakorlati döntési ellenőrző lista, amely azt tükrözi, hogy a tapasztalt vásárlók hogyan állnak hozzá az új cikkszámhoz:
- A tűréskövetelmény az alkatrészen bárhol szorosabb, mint ±0,1 mm? Lean megmunkált.
- A várható éves mennyiség nagyjából 2000 egység alatt van? Lean megmunkált.
- Az alkatrésznek bonyolult belső üregei vannak, amelyek marása költséges lenne? Lean casting vagy hibrid.
- A ciklikus terhelés alatti fáradtságállóság tervezési tényező? Lean megmunkált kovácsolt ötvözet.
- Az alkatrész még mindig tervezési változtatásokat igénylő prototípus fázisban van? Lean megmunkálású, mivel egyetlen szerszámot sem kell selejtezni, amikor a tervezés eltolódik.
Pontosan ez az oka annak, hogy sok gyártó kis megmunkált tételeket rendel a fejlesztés során, és csak akkor zár be egy alumíniumöntő szerszámot, ha a konstrukció több felülvizsgálati cikluson keresztül stabilizálódott.
Alumínium megmunkált alkatrészek tervezése alacsonyabb költséggel a pontosság elvesztése nélkül
A megmunkálási költségeket sokkal inkább a tervezési döntések határozzák meg, mint azt a legtöbb vásárló elvárná. Két azonos funkciójú alkatrész 40%-os költségkülönbséget hordozhat pusztán azért, mert az egyik megmunkálásra készült, a másik pedig nem. A következő tervezési gyártási (DFM) elvek következetesen csökkentik a ciklusidőt és az alumínium alkatrészek selejtezési arányát.
Saroksugár az éles belső sarkok helyett
A szabványos szármaró nem képes valódi éles belső sarkot vágni – mindig a szerszám sugarával megegyező sugarat hagy. Egy kis belső sugár megadása (általában 0,5–3 mm az alkatrészmérettől függően), amely megfelel egy szabványos szerszámnak, elkerüli az egyedi szerszámozást és az ismételt szerszámcseréket, ami jelentősen lerövidíti a ciklusidőt a sok zsebbel rendelkező alkatrészeken.
Falvastagság és elhajlás
Az 1,5 mm-nél kisebb vékony alumínium falak vágási erő hatására elhajolhatnak, repedésnyomokat és méretbeli eltolódást okozva, különösen a 6061-es és lágyabb viszonyok között. A szerkezeti falak durván 2 mm feletti tartása vagy ideiglenes heveder hozzáadása, amelyet egy későbbi művelet során eltávolítanak, az alkatrész kellően merev marad ahhoz, hogy a teljes vágási folyamat során megtartsa a tűréshatárt.
Furatmélység-átmérő arányok
A szabványos fúrás körülbelül 5:1 mélység-átmérő arányig hatékony marad. Ezen túlmenően a forgácseltávolítás megnehezül, a szerszám elhajlása nő, és az egyenesség szenved. Az ezen arányt meghaladó mély, keskeny lyukak gyakran fegyverfúrást vagy fúrófúrást igényelnek, mindkettő megnöveli a gépi időt és költséget, amit a tervező néha elkerülhet a furat lerövidítésével vagy átmérőjének növelésével.
A beállítások minimalizálása
Minden alkalommal, amikor egy alkatrészt kioldanak és újra rögzítenek, egy kis helyzeti hiba ismét megjelenik, és a gép idővesztesége az újrapozicionáláshoz szükséges. A funkciókat úgy tervezve, hogy a lehető legtöbbet el lehessen érni egyetlen tájolásból, vagy olyan ellentétes oldalakról, amelyekhez egy 4. vagy 5. tengelyes gép kézi újrarögzítés nélkül hozzáférhet, mind a tűréshalmazt, mind a költségeket ellenőrzés alatt tartja.

Iparspecifikus követelmények, amelyek a vevőket a megmunkálás felé késztetik
A különböző iparágak saját szabályozási és teljesítménynyomásaik alapján eltérően súlyozzák a megmunkálás és az öntés közötti döntést.
Repülés és védelem
A súlymegtakarítás közvetlenül az üzemanyag- vagy hasznos teherbírásban nyilvánul meg, így a repülőgép-tartók és szerelvények szinte mindig 7075-ös vagy 2024-es kovácsolt alapanyagból készülnek, nem pedig öntéssel, mivel a teljesen sűrű szemcseszerkezet kiszámítható kifáradási élettartamot biztosít ismételt repülési terhelési ciklusok mellett. A nyomon követhetőségi követelmények a kovácsolt anyagokat is előnyben részesítik, mivel a malom tanúsítása egyetlen folyamatos tételre vonatkozik, nem pedig olyan olvadékmedencére, amely több hőt is keverhet.
Félvezető és vákuum berendezések
A vákuumkamrák és az ostyakezelő alkatrészek nem tolerálják az öntvényekben szokásos mikroporozitást, mivel a beszorult gázzsebek lassan kiléphetnek a vákuumkörnyezetből, és beszennyezhetik a folyamatkamrát. A teljesen sűrű szerkezetű, megmunkált 6061-es vagy 6082-es alkatrészek a standard választás ezekhez a tömítőfelületekhez.
Orvosi eszközök
A felületi tisztaság és a méretek megismételhetősége a tétel minden egységében többet jelent, mint az orvosi alkalmazások nyersanyagköltsége. A megmunkált alkatrészek egyenletesebb felületkezelést biztosítanak az eloxált vagy passzivált orvosi házak számára, és a belső üregek hiánya csökkenti a szennyeződések beszorulásának kockázatát a tisztítási ciklusok során.
Autóipari prototípus-készítés és kis volumenű gyártás
Az autóipari programok gyakran megmunkált alkatrészként rendelik meg az új konzol vagy ház első néhány száz darabját, miközben az esetleges öntött változathoz még folyamatban van a szerszámfejlesztés, így a járműtesztek a több hónapos szerszámozási idő várakozása nélkül folytatódhatnak.
Robotika és mozgásvezérlés
A robotcsuklók és a lineáris mozgási szakaszok megismételhető pozicionálása az egyes egységeken belüli szoros, következetes tűrésektől függ. A megmunkált alumínium, amelyet ±0,01 mm és ± 0,02 mm között tartják a kritikus furatokon és a rögzítési felületeken, olyan kiszámítható alapvonalat ad a mozgásvezérlő mérnököknek, amelyhez az öntési tűrés nem egyezik hozzáadott befejező lépés nélkül.
Gyakori hibák az alumínium megmunkálásában, és hogyan akadályozzák meg őket a jó hírű üzletek
Annak megértése, hogy mi hibázhat, segít a vevőnek élesebb kérdéseket feltenni a szállító minősítése során.
| Hiba | Tipikus ok | Megelőzési módszer |
|---|---|---|
| Csevegés nyomai | Nem megfelelő merevség vagy rossz orsófordulatszám | Optimalizált előtolás és sebesség, hozzáadott munkatartási támogatás |
| Méreteltérés egy tételen keresztül | A szerszámkopás nincs kompenzálva az alkatrészek között | Folyamat közbeni szondázás és ütemezett szerszámeltolás-frissítések |
| Sorja a széleken | Tompa szerszámozás vagy agresszív kilépő vágások | Speciális sorjázó lépés, lesarkított élek |
| Elszíneződés az eloxálás után | Inkonzisztens ötvözet-összetétel vagy felületi szennyeződés | Tanúsított malomállomány, alapos eloxálás előtti tisztítás |
| Menet sérülés | Kopott csapok vagy nem megfelelő méretű vezetőlyuk | Ütemezett csapcsere, menetmérő ellenőrzés |
Megmunkáló beszállító minősítése: Kérdések, amelyeket érdemes feltenni az első megrendelés előtt
Az árakon és az átfutási időn túl a működési kérdések kis csoportja felfedi, hogy a szállító képes-e következetesen elérni az árajánlaton feltüntetett tűréshatárokat.
- Milyen gépplatformok hajtják végre a munkát – 3 tengelyes, 4 tengelyes vagy teljes 5 tengelyes egyidejűleg?
- Szabályozható-e a műhelypadló hőmérséklete, és milyen tartományban?
- Milyen CMM vagy optikai mérőberendezést használnak a végső ellenőrzéshez?
- Tud-e a szállító az első cikk-ellenőrzési jelentéseket rajzfeliratokra leképezve?
- Mi a tipikus selejtezési vagy átdolgozási arány a hasonló alkatrészcsaládoknál?
- Az eloxálást, bevonatolást vagy hőkezelést házon belül vagy kihelyezik?
- Hogyan biztosítható az anyag nyomon követhetősége a malom tanúsítványától a kész alkatrészig?
Az a beszállító, aki konkrétan válaszol ezekre a kérdésekre, valós számokkal, nem pedig általános megnyugtatással, sokkal valószínűbb, hogy betartja az árajánlatban megígért tűréseket, ha a gyártás ténylegesen megkezdődik.
Anyaghatékonysági és újrahasznosíthatósági szempontok
Az alumínium az egyik leginkább újrahasznosítható műszaki fém a mai gyártásban, és ez mind a megmunkálási, mind az öntési gazdaságosságra hatással van. Bár a megmunkálási forgács jelentős anyagveszteséget jelent az eredeti rúdkészlethez képest, könnyen összegyűjthető és tiszta hulladékként értékesíthető, mivel a vágófolyadék-maradványokon kívül semmilyen bevonatot vagy szennyeződést nem hordoz. Az újrahasznosított alumínium a bauxitércből történő elsődleges alumínium előállításához szükséges energia töredékét igényli, ezért a legtöbb gépüzem ötvözettípusonként külön hulladékleválasztó tartályokat tart fenn az összegyűjtött forgács viszonteladási értékének megőrzése érdekében.
Az öntvényhulladék, beleértve a futószalagokat, kapukat és a kiselejtezett alkatrészeket, hasonlóan újrahasznosítható, bár az ötvözet szerinti válogatás egyre fontosabbá válik, mivel az öntödék gyakran több alumíniumminőséget is kevernek a különböző munkákhoz. A fenntarthatósági jelentésekre összpontosító vevők a minősítési folyamat részeként egyre gyakrabban kérnek beszállítóktól dokumentált hulladék-újrahasznosítási arányokat a hagyományosabb tűrés- és költségadatok mellett.
Az átfutási idő valósága: mire számíthatunk az egyes gyártási szakaszokban
Az átfutási idővel kapcsolatos elvárások jelentős mértékben eltérnek az első prototípus rendelés és a megállapított ismételt gyártási futtatás között.
| Színpad | Tipikus átfutási idő | Fő illesztőprogram |
|---|---|---|
| Első prototípus (1-5 db) | 3-7 munkanap | Programozás és fixture beállítás |
| Kis tétel (10-200 egység) | 1-3 hét | A gép kapacitása és a befejezési lépések |
| Ismételje meg a gyártási folyamatot | 1-2 hét | Anyag elérhetősége, sorban állás |
| Új alumínium öntőszerszám | 8-16 hét | Die tervezés, gyártás, próbafelvételek |
Ez az átfutási időbeli eltérés a fő oka annak, hogy a megmunkálás marad az alapértelmezett választás a korai termékfejlesztés során, még azoknál az alkatrészeknél is, amelyek végül át fognak térni alumínium öntvény egyszeri mennyiségek indokolják a szerszámberuházást és a plusz két-négy hónapos szerszámozási időt.
Gyakran Ismételt Kérdések
A CNC megmunkálású alumínium erősebb, mint az öntött alumínium?
Általában igen. A megmunkáláshoz használt kovácsolt alumínium folyamatos, irányított szemcseszerkezetű hengerlésből vagy extrudálásból származik, míg az öntött alumínium mikroszkopikus porozitást tartalmazhat, amely feszültségkoncentrációs pontként működik. Ciklikus vagy kifáradásos terhelés alatt álló alkatrészek esetében a megmunkált kovácsolt ötvözetek jellemzően jobban teljesítenek, mint az öntött egyenértékűek, kivéve, ha az öntvényt hőkezelik és forró izosztatikus préseléssel zárják a porozitást.
Mennyibe kerül az alumínium megmunkálása az öntéshez képest?
A megmunkálásnak nincsenek szerszámköltségei, de viszonylag egyenletes egységárat képviselnek a mennyiségben. Az öntés szerszámberuházást igényel (általában öt-hat számjegyű költség az alkatrész méretétől és összetettségétől függően), de az egységár jelentősen csökken nagyobb mennyiségeknél. A keresztezési pont átlagosan 500 és 2000 egység között van a közepes bonyolultságú alkatrészeknél, bár ez geometriánként változik.
Milyen toleranciát tud valójában egy CNC gép az alumíniumon?
A 6061-es alumínium szabványos 3 tengelyes megmunkálása megbízhatóan tartja a ±0,05 mm-t az általános jellemzők méreteiben. A csúcskategóriás 5 tengelyes berendezések szigorú környezeti felügyelettel és folyamat közbeni szondázással ±0,01 mm-t érhetnek el a kritikus méreteknél, ami a precíziós csapágyfuratok és tömítőfelületek szükséges szintje.
Egy alkatrész kombinálhatja az öntést és a megmunkálást?
Igen, és ez egy nagyon elterjedt megközelítés a közepes és nagy volumenű gyártásban. A durva formát az anyagköltség és a ciklusidő szabályozására öntik, majd a CNC gép csak azokat a kritikus jellemzőket – rögzítési felületek, furatok, menetes furatok – fejezi be, ahol az öntési tűrés nem elegendő.
Melyik alumíniumötvözetből készül a leggyorsabban a legkisebb szerszámkopással?
A 6061 és 5052 általában a legkönnyebben megmunkálható ötvözetek, amelyek jó egyensúlyt biztosítanak a forgácsképződés, a felületkezelés és a szerszám élettartama között. A 7075 és 2024 nagyobb szilárdságot kínálnak, de nagyobb hőt és kopást termelnek a vágás során, ami általában lassabb előtolást és bevonatos keményfém szerszámot igényel a szerszám élettartamának fenntartásához.
Az eloxálás megváltoztatja a megmunkált alumínium alkatrész méreteit?
Igen, kicsit. Az eloxálás oxidréteget ad a felülethez, és ennek a rétegvastagságnak nagyjából a fele az eredeti felületről kifelé épül. A szűk tűréshatárokhoz a gépészek általában úgy számolnak, hogy az eloxálás előtt kissé alulméretezetten megmunkálják az alkatrészt, így a végső bevont méret a specifikáción belülre esik.
Miért kerülnek többe a megmunkált alumínium alkatrészek egységenként, mint a nagy mennyiségben öntött alkatrészek?
A megmunkálási idő nagyjából lineárisan skálázódik az alkatrészek számával, mivel minden egység ugyanazt a forgácsolási műveletet igényli, függetlenül attól, hogy hány darab készült előtte. Az öntés elöl terheli a költségeit a szerszámba, így ha a beruházás amortizálódik egy nagy futás során, az alkatrészenkénti határköltség jóval az alá esik, amit a megmunkálással ugyanazon térfogat mellett el lehet érni.
A megmunkált alumínium alkatrészek hegeszthetők?
Igen, a legtöbb megmunkáláshoz használt kovácsolt ötvözet, beleértve a 6061-et és az 5052-t is, könnyen hegeszthető TIG vagy MIG eljárásokkal. A 7075 és a 2024 nehezebb hegeszthető jelentős szilárdsági veszteség nélkül a hőhatászónában, ezért a nagy szilárdságú alkalmazásoknál hegesztett kötéseket igénylő tervek gyakran 6061-et vagy hasonló hegeszthető ötvözetet írnak elő helyette.
Mi a minimális rendelési mennyiség CNC megmunkált alumínium alkatrészekhez?
A legtöbb gépműhely egyetlen prototípus egységtől kezdve fogadja a rendeléseket, mivel a programozáson és a rögzítésen túl nincs szükség szerszámbefektetésre. Ez az egyik legegyértelműbb gyakorlati előnye a megmunkálásnak az öntéssel szemben, ahol a minimális rendelési mennyiséget gyakran a szerszámköltség indokolása vezérli, nem pedig a műszaki minimum.
Hogyan befolyásolja az alkatrészméret a megmunkálási tűrésképességet?
A nagyobb alkatrészeket általában nehezebb ugyanolyan szűk tűréssel megtartani, mint a kis alkatrészeket, mivel a hőtágulás, a gépasztal síksága és a rögzítés merevsége mind jelentősebbé válik hosszabb távon. Az 50 mm-es részen lévő precíziós elemet könnyebb megtartani ± 0,01 mm-en, mint az 500 mm-es részen lévő precíziós elemet, ahol a termikus és mechanikai eltérések a nagyobb felületen természetesen kiszélesítik az elérhető tűréssávot.






