
Alumínium öntési útmutató
Mik azok Alumínium öntés Projektek – és miért uralják a modern gyártást
Az alumíniumöntési projektek mindent felölelnek, a kis hobby-háztáji öntésektől a nagy volumenű ipari gyártásig a repülőgépiparban és az autóiparban. A rövid válasz: az alumíniumöntés az egyik legsokoldalúbb, legköltséghatékonyabb és skálázhatóbb fémmegmunkálási módszer ma, és a megvalósítható projektek sora – a díszkerti szobroktól a szerkezeti motorblokkokig – valóban óriási. Ha azt értékeli, hogy az alumíniumöntési megközelítés megfelel-e az Ön alkalmazásának, a válasz szinte mindig igen, feltéve, hogy a geometriájának, a tűréskövetelményeknek és a gyártási mennyiségnek megfelelő öntési eljárást választja.
Az alumínium sűrűsége nagyjából a következő 2,7 g/cm³ , kevesebb mint egyharmada az acélénak, mégis a modern alumíniumötvözetek 500 MPa feletti szakítószilárdságot érnek el. Ez a szilárdság-tömeg arány az, ami az alumíniumöntvényt oly sok igényes ágazatba sodorta. Az alumíniumöntvények globális piacát kb 67,5 milliárd USD 2023-ban A Grand View Research által közzétett adatok szerint az előrejelzések szerint 2030-ra meghaladhatja a 95 milliárd USD-t – ez az összetett éves növekedési ráta, amelyet nagyrészt az elektromos járművek (EV) elterjedése és a közlekedési iparágakban megkövetelt könnyítések vezérelnek.
Ez a cikk a teljes tájat lefedi: a fő öntési folyamatokat, a legjobb alumíniumötvözeteket az adott projekttípusokhoz, a tervezési szabályokat, amelyek megakadályozzák a hibákat, valós projektpéldákat gyártási adatokkal, befejezési technikákkal, valamint a költségek és az átfutási idő elvárásainak őszinte áttekintését. Akár egy gyártó, aki az első homoköntvény-öntést tervezi, akár egy termékmérnök, aki a fröccsöntő szerszámokat értékeli, az alábbi információk azonnal hasznosak lehetnek.
Az ötmagos alumíniumöntési eljárások – egymás melletti összehasonlítás
A megfelelő eljárás kiválasztása minden alumíniumöntési projektben a legkövetkezményesebb döntés. Mindegyik módszer eltérő egyensúlyt kínál a szerszámköltség, a felületi minőség, a mérettűrés, a minimális falvastagság és a gazdaságos rendelési mennyiség között. Az alábbi táblázat a gyakorlati kompromisszumokat mutatja be.
| Folyamat | Szerszámköltség | Felületi kikészítés (Ra) | Tolerancia (tipikus) | Legjobb hangerő-tartomány | Min. Falvastagság |
|---|---|---|---|---|---|
| Homoköntés | Alacsony (500–5000 USD) | 12-25 µm | ±0,5–1,5 mm | 1-5000 db | 3-5 mm |
| Permanens forma (Gravity Die) | Közepes (5000–30 000 USD) | 3-6 µm | ±0,25–0,5 mm | 1.000-50.000 db | 2-3 mm |
| Nagynyomású présöntés (HPDC) | Magas (20 000–200 000 USD) | 1-2 µm | ±0,05–0,15 mm | 10 000-1 000 000 db | 0,8-1,5 mm |
| Befektetési öntés (Lost Wax) | Közepes-magas (3000–50 000 USD) | 1,5-3 µm | ±0,1–0,25 mm | 100-20.000 db | 1-2 mm |
| Elveszett haböntés | Alacsony-közepes (1000–15 000 USD) | 5-10 µm | ±0,3–0,8 mm | 500-30.000 db | 2-4 mm |
Homoköntés: Az egyedi alumíniumprojektek belépési pontja
A homoköntés továbbra is a leginkább hozzáférhető alumíniumöntési módszer egyedi, kis volumenű vagy prototípusos munkákhoz. Zöld homokot (szilikahomok, bentonit agyag és nedvesség keveréke) egy fa vagy uretán mintázat köré csomagolják, a mintát eltávolítják, és az üregbe - jellemzően 660-720 °C-on - olvadt alumíniumot öntenek. A ciklusidők lassúak a présöntéshez képest, de lényegében nincs felső mérethatár. Az Ohio állambeli Defiance-ben található GM Casting üzemben egyenként 40 kg-nál nagyobb tömegű, homoköntött alumínium motorblokkokat öntenek automatizált gyufás formázósorok segítségével – ez bizonyítja, hogy a homoköntési mérleg a hobbihasználaton túlmenően is használható, ha megfelelően szerszámozzák.
Háztáji öntödei projekteknél a zöld homok keverése és újrafelhasználása olcsó. Az alapvető, kétrészes lombikbeállítás kiváló eredményeket produkál olyan ötvözetekkel, mint az A356 vagy a 319. A kritikus változó a nedvességtartalom: a túl nedves gőz porozitást okoz; túl száraz összeomlik. A cél nagyjából 2-4 tömegszázalék nedvességtartalom , csípőpróbával könnyen ellenőrizhető.
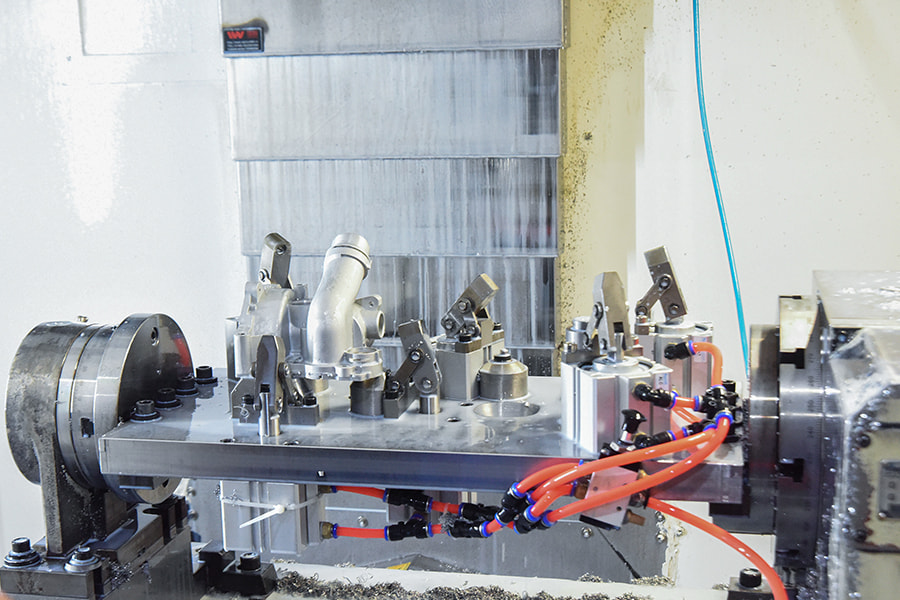
Nagynyomású présöntés: térfogat, pontosság és vékony falak
A HPDC a megolvadt alumíniumot edzett acélszerszámba fecskendezi be nyomáson 10-175 MPa , ezredmásodpercek alatt kitölti az üreget. Az eljárás rendkívül gyors – a 30–120 másodperces ciklusidők a közepesen összetett alkatrészeknél gyakoriak – és optimalizált kivitelben 0,8 mm-es falvastagságú, hálószerű alkatrészeket állít elő. Az autóipar a domináns felhasználó. Az Alumínium Szövetség szerint kb Az összes autóipari alumíniumöntvény 75%-a HPDC-n keresztül állítják elő, beleértve a motor forgattyúházát, a sebességváltó házát, és egyre inkább a megaöntőgépekkel (gigaprések) gyártott nagy szerkezeti alkatrészeket, amelyek szorítóereje eléri a 9000 tonnát, a Tesla úttörő technológiáját, amelyet a Toyota, a Volvo és mások is alkalmaznak.
A HPDC fő kompromisszuma a porozitás: a levegő beszorulása a gyors feltöltés során mikroszkopikus méretű üregeket hoz létre, amelyek veszélyeztethetik a szerkezeti integritást és megakadályozzák a hőkezelést. A vákuum-asszisztált fröccsöntés (VADC) ezt jelentősen csökkenti, lehetővé téve a T6 hőkezelést és a szakítószilárdság 300 MPa fölé tolását még másodlagos szilíciumötvözetek esetén is.
Alumíniumöntvény-ötvözetek – a projektkövetelményeknek megfelelő anyagok
Nem minden alumíniumötvözet ömlik vagy működik ugyanúgy. Az öntött alumíniumötvözeteket négy számjegyű rendszer jelöli (pl. A380, A356, 319), amely jelzi elsődleges ötvözőelemeiket és összetételüket. Az ötvözet kiválasztása befolyásolja a folyékonyságot, a forró szakítószilárdságot, a mechanikai szilárdságot, a korrózióállóságot és a megmunkálhatóságot – ezek mindegyike jelentősen eltér az ötvözetcsaládonként.
A380
A380 – Az univerzális HPDC munkaló
Az A380 (Al-Si8.5Cu3.5) több mint Az összes alumínium présöntvény 85%-a Észak-Amerikában, az Alumínium Szövetség szerint. Magas szilíciumtartalma (7,5-9,5%) kiváló folyékonyságot és minimális zsugorodást biztosít, míg a rézadalékok a szakítószilárdságot 317 MPa-ra növelik öntött állapotban. Eloxálásra nem alkalmas (réztartalom foltosodást okoz), de kifejezetten jól viseli a porfestéket és a festéket. Használható elektronikai házakhoz, autóipari konzolokhoz, elektromos szerszámok házához és pneumatikus elosztóhoz.
A356
A356 – A szerkezeti és megjelenési ötvözet
Az A356 (Al-Si7Mg0.3) a standard választás a homok- és állandó penészprojektekhez, ahol T6 hőkezelést terveznek. Az 538 °C-os oldatkezelést és a 154 °C-os mesterséges öregítést követően az A356-T6 húzószilárdságot biztosít 262 MPa és folyáshatár 186 MPa – lényegesen jobb, mint az öntött értékek. Alacsony réztartalma azt jelenti, hogy tisztán eloxálódik, így népszerű építészeti öntvényekhez, világítótestekhez, utángyártott kerekekhez és repülőgép-házakhoz. Az ötvözet kiváló hegeszthetősége másodlagos előny a javítási vagy gyártási munkák során.
319
319 – Autóipar és általános mérnöki szak
A 319 (Al-Si6Cu3.5) a hagyományos választás a homoköntvény motorelemeihez – hengerfejekhez, szívócsövekhez és sebességváltó-házakhoz. Réztartalma magas hőmérsékleten is jó szilárdságot ad, ami akkor számít, ha az üzemi környezet meghaladja a 150°C-ot. A Ford, a GM és a Chrysler évtizedek óta használt 319-es család ötvözeteit tolórúd- és OHC-motorfejekben. Az ötvözet tisztán megmunkálható, és a kemény eloxálást is viszonylag jól viseli, ha a réztartalom a specifikáció alsó határáig van szabályozva.
535
535 (Almag 35) – Tengerészeti és korrózióálló projektek
Sós víznek vagy magas páratartalmú környezetnek kitett projektekhez – tengeri hardverek, part menti építészeti elemek, vegyi feldolgozó berendezések – az 535 (Al-Mg6.8) kivételes korrózióállóságot, jó hegeszthetőséget és természetes fényes felületet biztosít az eloxálás után. Alacsonyabb szilíciumtartalma megnehezíti az öntést (nagyobb a forró szakadásra való érzékenység), és gondos kaputervezést és szabályozott öntési hőmérsékletet igényel. A szakítószilárdság öntött állapotban kb 240 MPa , összehasonlítható az A356-T6-tal, hőkezelés nélkül.
Valós alumíniumöntési projektpéldák az iparágakban
Az aktív termelésben az alumíniumöntési projektek szélessége szélesebb, mint azt a legtöbben gondolják. Az alábbi példák hobbi, ipari, építészeti és fogyasztói termékekre vonatkoznak, mindegyik releváns folyamat- és ötvözetadatokkal.
01
Háztáji öntöde: homokból öntött alumínium késvédő és támaszték
Egy népszerű belépő szintű alumíniumöntési projekt a gyártói közösségben homoköntő késvédőket, ujjvédőket és támasztékokat tartalmaz az egyedi pengékhez. Az alkatrészek kicsik (jellemzően 50 g alattiak), geometriailag egyszerűek, tűrik a zöldhomoköntésre jellemző felületi érdességeket. Az A356 vagy selejtdugattyúk (gyakran 4032 ötvözet) jól működnek. Az olvadáspont hőmérsékletét értéken kell tartani 700-730°C hogy biztosítsa a teljes feltöltést túlzott gázelnyelés nélkül. A 120-600 szemcseméretű nedves-száraz csiszolópapírral végzett kikészítés, majd a csiszolás tükörközeli megjelenést biztosít öntés utáni hőkezelés nélkül.
02
Építészeti alumíniumöntvény: oszlopsapkák, korlátok és dísztáblák
Az építészeti alumíniumöntési projektek hosszú múltra tekintenek vissza – az 1884-ben felszerelt Washington Monument alumíniumkupakja továbbra is a precíziós alumíniumöntvény egyik legkorábbi feljegyzett felhasználási módja. A modern építészeti projektek állandó formát vagy homoköntvényt használnak A356 vagy 535 ötvözetekkel. A tipikus alkalmazások közé tartoznak a díszítő lépcsőkorlátok, dekoratív oszlopok, épületek homlokzati panelei és egyedi ajtóvasalakok. Az eloxálás – különösen kemény bevonatú eloxálás 25–50 µm-ig – tartós, kevés karbantartást igénylő korrózióvédelmet biztosít, amely a tervezési specifikációknak megfelelően színezhető. Az Öböl-part régiójában számos gyártó szállít homokból öntött építészeti elemeket, átfutási idővel 4-8 hét egyedi minták esetén .
03
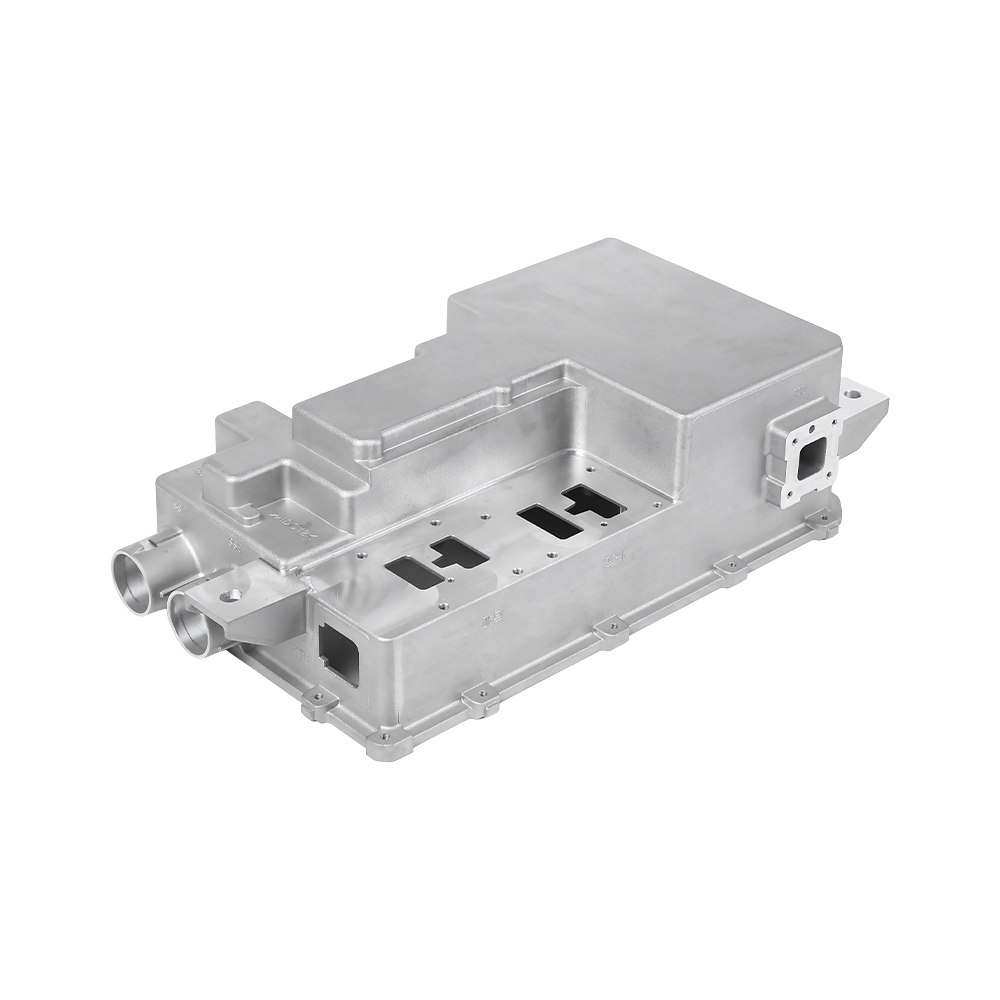
Autóipar: HPDC motorblokkok és szerkezeti öntvények
A modern kompakt autómotorok szinte általánosan alumíniumötvözet blokkokat használnak. A 2004-ben bemutatott BMW N52 soros hatos modell magnézium-alumínium kompozit blokkot használ öntött alumínium alaplappal és A380-as származékos forgattyúházzal – ez a kialakítás borotválkozott. 10 kg a korábbi vasblokkos motorból. A kortárs elektromos járművek akkumulátortálca-szerkezetei, például a Rivian és Hyundai Ioniq platformokon használtak, többüregű HPDC alumíniumöntvények integrált hűtőcsatornákkal, amelyek akár hét, korábban külön sajtolt és hegesztett alkatrészt egyesítenek egyetlen háló alakú öntvényben. Ez a konszolidáció csökkenti az összeszerelési időt és javítja a szerkezeti merevséget nagyjából 30%-kal kisebb tömegnél, mint az egyenértékű acélszerkezeteknél.
04
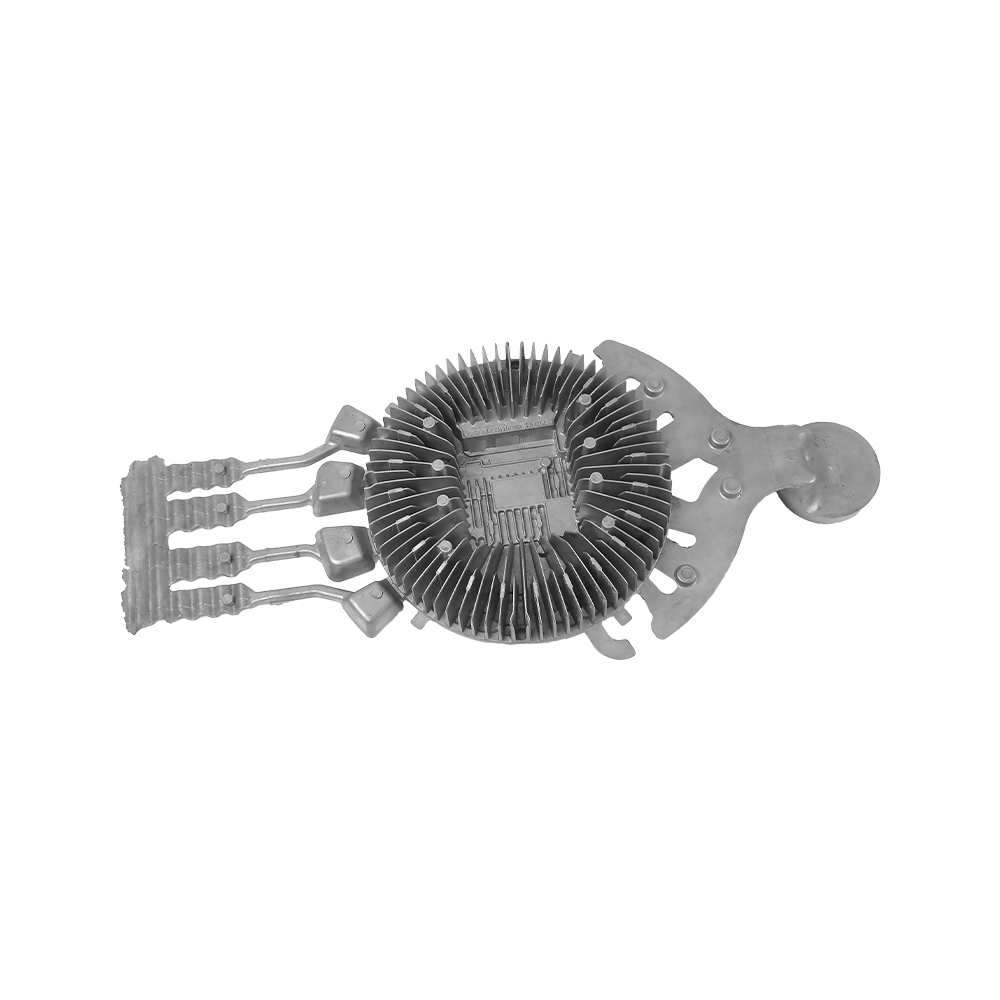
Elektronikai házak: Hőkezelés öntéssel
A nagy teljesítményű elektronika – motorhajtások, teljesítményinverterek, távközlési bázisállomás-erősítők, LED-meghajtók – gyakran használnak alumíniumöntvényt a házakhoz, mivel az anyag kettős feladatot lát el házként és hűtőbordaként is. Az integrált bordákkal ellátott A380 HPDC házak hőállósági értéket érnek el 0,5-1,5°C/W természetes konvekcióban, sok ipari alkalmazáshoz elegendő kényszerlevegő nélkül. RF árnyékolási alkalmazásokhoz az A380 3–5 mm-es falvastagsága hatékony csillapítást biztosít 500 MHz felett. A befektetett öntvény akkor előnyös, ha komplex belső áramlási csatorna geometriára van szükség folyadékhűtéses hideglemezekhez.
05
Aerospace: Beruházási öntött szerkezeti konzolok és házak
Az A356 vagy A357 ötvözetekkel végzett befektetési öntvény bevett gyakorlat repülőgépváz-tartókonzolok, repüléselektronikai házak és hidraulikus elosztók esetében, ahol a geometria bonyolultsága és a szűk tűrések miatt nincs költséghatékony lehetőség a megmunkálásra. A repülőgépekben használt tipikus alumínium öntvények elérése mérettűrés ±0,13 mm és 3,2 µm Ra felületi minőség további megmunkálás nélkül. Az eljárás olyan alávágásokat, vékony falakat és szerves kontúrokat tesz lehetővé, amelyeket a homoköntéssel nem lehet megbízhatóan előállítani. Az olyan vállalatok, mint a Precision Castparts és a Hitchiner Manufacturing szállítanak ilyen űrrepülési alumínium öntvényeket a Boeing, az Airbus és a Lockheed Martin platformjaira.
06
Művészet és szobrászat: Elveszett habos alumíniumöntési projektek
Az elveszett haböntvény népszerű a szobrászok és művészek körében, mivel az EPS hab húzószög vagy magdoboz nélkül alakítható, faragható és összeállítható – a habot az öntés során felemészti az olvadt alumínium, így az eredeti modell pontos mása marad. A közösségi művészeti öntödék olyan városokban, mint Chicago és Portland, nyílt hozzáférést biztosítanak az elveszett habos alumínium öntési folyamatokhoz. Az ötvözetválasztás kevésbé kritikus a tisztán dekoratív darabok esetében; másodlagos A380 vagy 383 selejt megfelelő eredményeket biztosít jó folyékonyság mellett. Az öntések jellemzően a 2-4 mm sprue and riser system résztérfogathoz viszonyítva, hogy biztosítsa a vékony szobrászati elemek teljes kitöltését.
Tervezési szabályok, amelyek megakadályozzák az alumíniumöntési projektek hibáit
A legtöbb alumíniumöntvény-hibát betervezték, nem gyártják. A CAD-fázis során bevezetett öntvénytervezési (DFC) irányelvek betartása kiküszöböli a porozitási, hidegzárási, hibás futási és melegszakadási hibák nagy részét, még mielőtt egyetlen szerszámot kivágnának. A következő szabályok széles körben érvényesek a homok-, állandó öntő- és fröccsöntési eljárásokra, a folyamatspecifikus kiigazításokkal.
Falvastagság Egyenletesség
Az egyenetlen falvastagság eltérő hűtési sebességet hoz létre, amely a zsugorodási porozitást az utolsó megszilárdulási terület felé tereli. Az ajánlott tervezési cél a falvastagság változása legfeljebb 2:1 a szomszédos szakaszok között . Ahol a nehéz kiemelkedések vagy karimák elkerülhetetlenek, az anyag kivágása vagy az átmenetek nagy sugarú keverése csökkenti a termikus tömegkülönbséget. HPDC esetében célozzon meg 2–4 mm névleges falvastagságot a legtöbb szerkezeti alkalmazáshoz; a 6 mm feletti falakon gázporozitás halmozódik fel, hacsak nem vákuummal segített töltést alkalmaznak.
Filé és sugarak minden belső sarokban
Az éles belső sarkok koncentrálják a feszültséget, és forró pontokat hoznak létre a megszilárdulás során. Minimális belső levágási sugár: 1,5 × falvastagság Az ASM International alumíniumöntvény-tervezési irányelvei ajánlják. Már az 1 mm-es sugár is drámaian csökkenti a feszültségkoncentrációs tényezőket az igazán éles sarkokhoz képest. A külső sarkok lehetnek élesebbek (legalább 0,5 mm-es sugarú), de soha nem lehetnek teljesen négyzetesek az öntött alumíniumban.
Huzatszögek a formakioldáshoz
Minden, a formahúzás irányával párhuzamos felülethez huzatszög szükséges. A szabványos minimumok 1-2° homoköntéshez, 1-3° állandó formához és 0,5-1,5° HPDC-hez külső felületeken (belső felületeken valamivel többet, mert az öntvény magokra zsugorodik). Az elégtelen huzat a szerszámkopáshoz, a mag töréséhez és a kihúzási nehézségekhez vezet, ami végül károsítja az öntvényt. A penész felé néző felületeken ne legyen huzat; egyértelműen adja meg a rajzon, hogy melyik irányban legyen az elválasztó sík.
Kapuzás és emelés az irányított szilárdításhoz
A jó kapuzási kialakítás a folyékony fémet fokozatosan táplálja a vékonytól a vastag felé, biztosítva, hogy a legnehezebb részek csatlakozva maradjanak egy folyadéktartályhoz – a felszállóhoz – egészen megszilárdulásig. A Chvorinov-szabály (a (térfogat/felülettel arányos megszilárdulási idő)²) szabályozza a felszállócső méretezését: a felszállónak legalább modulussal kell rendelkeznie 1,2-szerese a legnehezebb szakaszénak táplálkozik. Az olyan szimulációs szoftvereket, mint a MAGMASOFT, a Flow-3D és a ProCAST széles körben használják a kapuk és felszállóvezetékek tervezésének érvényesítésére a gyártási szerszámok levágása előtt, jelentősen csökkentve ezzel a próba és hiba költségeit.
Öntött alumínium menet- és betétkialakítás
Az öntött alumínium túl puha a közvetlen durva menetekhez erősen nyomatékos rögzítőelemeknél. A választható lehetőségek a következők: (1) öntés acél vagy sárgaréz menetes betétekbe – a Heli-Coil és az E-Z Lok termékek népszerűek az utólagos felszereléseknél; (2) megmunkált menetek utóöntésével legalább 1,5× menetátmérő csatlakozási hossz ; vagy (3) az ultrahangos betét beépítésének meghatározása a hőre lágyuló műanyaggal szomszédos kiviteleknél. A HPDC alkatrészek minimum 2,0 mm átmérőjű magfuratokat tartalmazhatnak, gondos szerszámkialakítással, csökkentve ezzel az öntés utáni fúrási követelményeket.
Olvadékminőség-ellenőrzés – A kezdők többsége figyelmen kívül hagyott lépése az alumíniumöntésben
Az olvadt alumínium minősége az öntés helyén meghatározza a kész öntvény minőségi mennyezetét. A rosszul előkészített fémből öntött, tökéletesen megtervezett alkatrész továbbra is porozitást, oxidzárványokat és csökkent mechanikai tulajdonságokat mutat. A tapasztalt öntödei kezelők ugyanolyan komolyan veszik az olvadék előkészítését, mint a formatervezést.
Hidrogén porozitás: A leggyakoribb alumíniumöntési hiba
Az alumínium folyékony halmazállapotában könnyen oldja a hidrogént – a folyékony alumínium 750°C-on képes megtartani körülbelül 0,65 cm³/100 g fém 0,034 cm³/100 g szilárd állapotban (az Alumínium Szövetség adatai szerint). Amikor az olvadék megszilárdul, az oldott hidrogén túlnyomó többsége kilökődik, és mikroszkopikus buborékokat – porozitást – képez az öntvény során. Az elsődleges hidrogénforrások a légköri nedvesség, a nedves hulladék, az olajos visszafolyó anyagok és a nedves fluxus.
Száraz nitrogénnel vagy argonnal végzett gáztalanítás rotációs gáztalanító egységen keresztül (SNIF eljárás vagy azzal egyenértékű) az oldott hidrogén mennyiségét az alá csökkenti 0,10 cm³/100 g a kereskedelmi gyakorlatban – jóval a látható porozitás küszöbértéke alatt a legtöbb öntvénygeometriában. A rotációs gáztalanító berendezéssel nem rendelkező amatőrök használhatnak hexaklór-etán tablettákat (megfelelő szellőztetés mellett – a folyamat klórgázt hoz létre), vagy egyszerűen minimalizálhatják az olvadék nedvességtartalmát az összes szerszám előmelegítésével és a kemence fedelének zárva tartásával.
Oxidzárványok és folyasztószer-gyakorlat
Az alumínium levegővel érintkezve azonnal oxidálódik, vékony, de tartós alumínium-oxid (Al2O3) bőrt képezve. A turbulens öntés ezt a bőrt az olvadékba hajtja, oxid-bifilmeket hozva létre, amelyek repedésképző helyként működnek a megszilárdult öntvényben. A Birminghami Egyetem néhai professzora, John Campbell évtizedeket töltött annak dokumentálásával, hogy az oxid-bifilmek az alumíniumöntvények mechanikai tulajdonságainak legtöbb szóródásának kiváltó okai – az azonos öntvények 30–40%-os szakítószilárdsági változása gyakran a bifilm eloszlásra vezethető vissza.
A gyakorlati ellenintézkedések közé tartoznak a következők: alulról kiöntő üstök a felülöntő üstök helyett, kerámia habszűrők a kapurendszerben (20–30 ppi alumínium esetén), csökkentett öntési magasság és szabályozott öntési sebesség, valamint a turbulencia minimalizálása a forma bejáratánál. A folyasztószer-adalékok (lefedő folyasztószereket, például kálium-klorid/nátrium-klorid keverékeket) megvédik az olvadék felületét a melegítések közötti légköri oxidációtól, és elősegítik az oxidrészecskék összeolvadását az öntés előtti lefölözéshez.
Hőmérséklet-szabályozás és túlhevítés
A legtöbb alumíniumöntvény-ötvözet likvidus hőmérséklete között van 555 °C és 615 °C . A túlmelegedés (több mint 80-100 °C a folyadék felett) öntése növeli a gáz felszívódását, az oxidképződést és a szerszámeróziót a HPDC-ben. A túl hideg öntés hibás futást és hidegzárást okoz – olyan területeket, ahol a fém előlap megszilárdul, mielőtt betöltené a formát. Az optimális öntési hőmérséklet a legtöbb alkalmazáshoz a közé esik 680 °C és 740 °C , ahol a formahőmérséklet is jelentős szerepet játszik: a tartós formákat jellemzően 200-350°C-ra melegítik elő alumínium esetén.
Öntés utáni műveletek: hőkezelés, megmunkálás és felületkezelés
A legtöbb alumíniumöntési projekt legalább némi öntés utáni munkát igényel. Az alábbi műveletek abban a sorrendben vannak bemutatva, ahogyan azokat a termelésben általában végrehajtják.
1. lépés
Degating és Shakeout
A homoköntvényeket a megszilárdulás után kirázzák a formából (általában 5-30 percen belül a rész tömegétől függően). A futók és a felszállók fűrészeléssel, köszörüléssel vagy hidraulikus töréssel távolíthatók el. A HPDC alkatrészeket egy erre a célra kialakított vágószerszámban vágják le, amely a villogást és a futószalagokat egyetlen megnyomással lenyírja, alkatrészenként 5–15 másodperces ciklusidővel. A homoköntvények elválasztó vonalának felvillantásához általában kézi csiszolásra van szükség, hogy az öntvényfelülettel egy szintbe kerüljön.
2. lépés
Hőkezelés (ha előírva)
A T6 temper megjelölés – oldatos hőkezelés, majd mesterséges öregítés – az alumíniumöntvények legszélesebb körben meghatározott hőkezelése. Az A356 esetében:
- Oldatos kezelés: 538°C ± 6°C 4-12 órán keresztül (metszetvastagságtól függően)
- Kioltás: 60-80°C-os víz (a meleg kioltás minimalizálja a maradék feszültségtorzulást)
- Életkor: 154°C ± 6°C 6-12 óráig
Ez a szekvencia a Mg2Si csapadékot oldatba oldja, majd finom diszperzióként újra kicsapja, ami gátolja a diszlokációs mozgást, növelve a folyáshatárt kb. 83 MPa (F temper) 186–207 MPa (T6 temper) .
3. lépés
Kritikus felületek CNC megmunkálása
Kivételesen jól öntött alumínium gépeket – a szerszám élettartama jellemzően hosszú 10-20× hosszabb alumínium és acél megmunkálásakor azonos forgácsterhelési feltételek mellett. Az öntött alumínium nagysebességű CNC megmunkálásához keményfém szerszámokat, 300–600 m/perc forgácsolási sebességet (felületi láb/perc: 1000–2000) és elárasztó hűtőfolyadékot vagy minimális mennyiségű kenést (MQL) használnak. Az öntvénybe megmunkált alapjellemzők – párnák, furatok és rögzítő furatok – képezik a referenciakeretet minden további megmunkálási művelethez. A nagy mennyiségű HPDC alkatrészek esetében az autóipari öntőcellákban általánosak a dedikált átviteli vonalak, amelyek ciklusideje alkatrészenkénti 60 másodperc alatt van.
4. lépés
Felületkezelési lehetőségek alumíniumöntvényekhez
Az alumíniumöntvények befejezési lehetőségei szélesek:
- Eloxálás: Elektrokémiai oxidáció, amely 5–25 µm (II. típus) vagy 25–100 µm (III. típusú kemény eloxálás) sűrű alumínium-oxid réteget növeszt. Kiváló korrózió- és kopásállóságot biztosít. A legjobb az A356 vagy 535 ötvözetekkel.
- Porbevonat: Hőre keményedő polimer por elektrosztatikus felhordása, 160-200°C-on térhálósítva. Kiváló UV-állóság, széles színválaszték, költséghatékony közepes és nagy mennyiségekhez. Kompatibilis az összes öntvény ötvözetével.
- Kromát átalakító bevonat: A háromértékű kromát (Alodine/Iridite) korrózióvédelmet és festéktapadó alapozót biztosít repülési és védelmi alkalmazásokhoz. RoHS-kompatibilis a háromértékű készítményekkel.
- Sörétszórás és vibrációs sorjázás: Mechanikai kikészítés, amely eltávolítja a sorját, javítja a felület megjelenését, és felhasználható nyomómaradék feszültségek létrehozására (sörétesítési változat), amely akár 30%-kal javítja a kifáradási élettartamot.
- Elektromos nikkelezés: Egyenletes, 10-50 µm-es nikkel-foszfor réteget képez, amely jelentősen javítja a keménységet (hőkezelés után 500-700 HV) és a kopásállóságot, formákhoz, perselyekhez és csúszófelületekhez.
Alumíniumöntési projektek költségstruktúrája – mi határozza meg az árakat
A költségtényezők megértése segít a projektmérnököknek jobb folyamatkiválasztási döntések meghozatalában, és keretet ad a beszerzési csapatoknak az öntvényszállítóktól származó árajánlatok értékeléséhez.
Az alumíniumöntvény gyakori hibáinak elhárítása
Még a tapasztalt öntödei kezelők is hibákkal találkoznak. Az alábbi táblázat feltérképezi a leggyakoribb alumíniumöntvény-hibákat, azok kiváltó okát és korrekciós intézkedéseit.
| Hiba | Megjelenés | Elsődleges ok | Javító intézkedés |
|---|---|---|---|
| Gáz porozitás | Kerek üregek, sima falak, véletlenszerű eloszlás | Olvadékban oldott hidrogén | Degas olvad; szárítsa meg az összes szerszámot és törmeléket; csökkenti a túlhevítést |
| Zsugorodási porozitás | Szabálytalan üregek, érdes falak, nehéz részeken | Nem megfelelő etetés / kelés | Növelje a felszálló méretet; adjunk hozzá hidegrázást a nehéz részekhez; újratervezés egységes falra |
| Hidegzárás | Lineáris varrás a felületen, gyenge felület | Két fém előlap, ami lehűlt a találkozás előtt | Növelje az öntési hőmérsékletet; javítja a kapuzást az áramlások korábbi egyesítése érdekében |
| Forró könnyezés | Rongyos repedés a filézés vagy szakaszcsere során | Hőfeszültség a késői megszilárdulás során | Növelje a filé sugarait; rugalmasabbá teszi a magokat; a formát előmelegítjük |
| Oxid zárványok | Sötét csíkok vagy filmek láthatók a megmunkált szakaszon | Turbulens öntés, hajtogatott oxidhéjak | Csökkentse az öntési magasságot; használjon kerámia habszűrőt; kerülje a salak újraolvadását |
| Misrun | Hiányos kitöltés, lekerekített hiányos élek | A fém túl hideg, vékony rész, rossz a szellőzés | Növelje az öntési hőmérsékletet; vastagítja a vékony falakat; adjunk hozzá szellőzőnyílásokat a formához |
Fenntartható alumíniumöntés – újrahasznosítás, energia és körforgásos gazdaság
Az alumínium a leggyakrabban használt szerkezeti fém, és ez a tulajdonság alapjaiban változtatja meg az alumíniumöntvények fenntarthatósági kalkulációját az acél vagy cink alternatívákhoz képest. Az alumínium újrahasznosítására csak szükség van A primer alumínium bauxitércből történő előállításához szükséges energia 5%-a — hozzávetőlegesen 2–3 kWh/kg a másodlagos termelésnél, szemben a 45–55 kWh/kg-mal az elsődleges termelésnél (az International Aluminium Institute adatai, 2023). A szénlábnyom különbsége ugyanilyen drámai: a másodlagos alumínium körülbelül 0,5–1,0 kg CO₂/kg fémet termel, szemben a 8–12 kg CO₂/kg szénmeghajtású elsődleges olvasztással.
Vége A valaha gyártott alumínium 75%-a még ma is használatban van , az Alumínium Szövetség szerint. Az autóiparban van a legmagasabb alumínium-újrahasznosítási arány a végfelhasználás közül – az elhasználódott járművek sűrű, elkülönített forrást biztosítanak a tiszta öntvényötvözet hulladékhoz, amely minimális minőségromlással visszafolyik a másodlagos HPDC ötvözetgyártásba. Ez a zárt hurkú hatékonyság az egyik oka annak, hogy az autógyártók az alumíniumöntvényt a fenntarthatóság szempontjából pozitív tervezési választásként említik még az energiaigényes járműplatformokon is.
Az öntödei műveleteknél a kemence kipufogógázaiból történő energia-visszanyerés, a valós idejű olvadékkémiai megfigyelés az újraolvasztási ciklusok minimalizálása érdekében, valamint a kerámiaszálas kemencebélés, amely 15–25%-kal csökkenti a hőveszteséget a régebbi tűzálló szerkezetekhez képest, mind hozzájárulnak a környezeti lábnyomok csökkentéséhez a modern alumíniumöntő létesítményekben. Számos európai öntöde – köztük a Rheinfelden Alloys és a Novelis – elkötelezte magát a szén-dioxid-semleges alumíniumöntvények mellett 2030-ig a megújuló energiaforrások beszerzése és az ellentételezési programok kombinációja révén.
Feltörekvő trendek az alumíniumöntés terén – mi változtatja meg az ipart?
Az alumíniumöntőipar jelentős technikai változáson megy keresztül, amelyet a villamosítás, a digitális gyártás és az új ötvözetek fejlesztése vezérel. E trendek megértése mindenki számára fontos, aki több éves alumíniumöntési programokat tervez.
Mega-casting és szerkezeti integráció
Az, hogy a Tesla 6000 tonnás és 9000 tonnás gigapréseket használ az elektromos járművek teljes hátsó alvázának egyetlen alumínium fröccsöntvényként történő öntésére – amely 70–100 egyedi sajtolt és hegesztett alkatrészt helyettesít – jelentős érdeklődést váltott ki az autóiparban. A Toyota, a Volvo, a General Motors és több kínai OEM is bejelentett hasonló programokat. Az öntvények egyedi, nagyvákuumú présöntvényt alkalmaznak Al-Si-Mg ötvözetekkel, amelyeket kifejezetten szerkezeti megaöntéshez fejlesztettek ki, 10% feletti nyúlást és 250 MPa feletti szakítószilárdságot érve el öntött állapotban, hőkezelés nélkül. Ez a fejlesztés alapjaiban változtatja meg a karosszéria-gyártás gazdaságosságát évi 100 000 darab feletti mennyiségnél.
3D nyomtatott homokformák és magok
A szilícium-dioxid homokformák kötőanyagsugaras nyomtatása (az ExOne/Desktop Metal, a Voxeljet és a Viridis3D rendszereivel) eltávolította a mintakészítési lépést a homoköntésből, lehetővé téve összetett alumíniumöntvények egyrészes előállítását belső járatokkal, amelyeket a hagyományos módszerekkel geometriailag lehetetlen magolni. Az átfutási idő a CAD-fájltól az első öntött alkatrészig most lejárt 3-5 munkanap nyomtatott homokformákkal, szemben a 4-8 héttel a hagyományos minták és szerszámok esetében. A Ford, a John Deere és számos repülőgépipari vállalat nyomtatott homokformákat használ prototípusok és kis mennyiségben gyártott alumíniumöntvényekhez, amelyek alkatrészköltségei versenyképesek az összetett geometriák megmunkált alternatíváival szemben.
Valós idejű folyamatfigyelés és AI minőségellenőrzés
A fröccsöntőgépekbe ágyazott szenzortömbök most ezredmásodperces felbontással rögzítik a lövésnyomás-profilokat, a szerszám felületi hőmérsékletét és a fémsebesség-adatokat. A korábbi hibaadatokra kiképzett gépi tanulási modellek megjósolhatják a zsugorodási porozitást és a hidegzárás valószínűségét a lövésprofilok alapján, mielőtt az alkatrészt eltávolítanák a szerszámból – lehetővé téve a specifikációtól eltérő felvételek automatikus elutasítását röntgenvizsgálat nélkül. Számos Tier 1 autóipari öntvényszállító számol be 30-50%-os hulladékarány-csökkentés az ilyen valós idejű felügyeleti rendszerek bevezetése után, ami közvetlenül alacsonyabb költségeket és jobb fenntarthatósági mutatókat eredményez.
Ötvözetfejlesztés az elektromos járművek hőkezeléséhez
Az elektromos járművek akkumulátorának hűtőlemezeihez nagy hővezető képességű, kiváló nyomástömörségű (nincs porozitás) és keményforrasztott kötések kialakítására alkalmas alumíniumöntvény ötvözetre van szükség. Az A380 szabvány hővezető képessége kb 96 W/m·K — megfelelő, de nem optimális. Az Al-Si-Mg család szabályozott vas- és réztartalmú új ötvözeteit olyan cégek fejlesztik, mint a Novelis, a Constellium és az Impol, hogy öntött állapotban 160 W/m·K feletti vezetőképességet érjenek el, ami kompaktabb és hatékonyabb folyadékhűtéses akkumulátorrendszereket tesz lehetővé. Ez az ötvözetkutatás aktív területe, 2022 és 2024 között több szabadalmat nyújtottak be.
Gyakran ismételt kérdések az alumíniumöntési projektekkel kapcsolatban
Melyik a legjobb alumíniumötvözet az első öntési projekthez?
A háztáji kemencét és zöld homokos formákat használó kezdők számára az újrahasznosított dugattyúk (általában 4032 vagy 2618 ötvözet) vagy a tiszta A356 öntvény egyaránt kiváló kiindulási pont. Mindkettő jó folyékonysággal rendelkezik tipikus 700–730°C-os háztáji öntési hőmérsékleten, és egyikben sincsenek jelentős mértékben mérgező ötvöző adalékok. Az A356 kissé elnézőbb a homok nedvességével szemben, mert szilíciumtartalma alacsonyabb hőmérsékleten is javítja a folyékonyságot. Kerülje az elektronikából vagy a bevont alkatrészekből származó ismeretlen törmeléket – a forrasztásból, cinköntvényből vagy bevonatból származó szennyeződések mérgező füstöket és rossz öntési minőséget eredményezhetnek.
Hogyan akadályozhatom meg a porozitást az alumíniumöntvényeimben?
A porozitásnak két alapvető oka van: oldott hidrogén (gázporozitás) és a zsugorodás nem megfelelő táplálása (zsugorodási porozitás). A gáz porozitásának megszüntetése érdekében tartsa az összes formaanyagot és a fémet szárazon, használjon fedőfolyasztószert, és az öntés előtt gáztalanítsa az olvadékot. A zsugorodási porozitás kiküszöbölése érdekében győződjön meg arról, hogy a felszállócső elég nagy ahhoz, hogy az öntvény megszilárdulása után folyékony maradjon – a felszálló modulusának legalább 20%-kal meg kell haladnia a legnehezebb öntési szakasz modulusát. A nehéz szakaszok mellett elhelyezett hidegrázás a helyi megszilárdulás felgyorsításával is segít csökkenteni a zsugorodási igényt.
Mennyi az elérhető minimális falvastagság alumíniumöntvényben?
A minimális falvastagság az öntési eljárástól függ. A nagynyomású présöntéssel a legvékonyabb falak érhetők el – akár 0,8 mm optimalizált szerszámkialakításban, nagy sebességű fémbefecskendezéssel. A befektetett öntés megbízhatóan eléri az 1,0–1,5 mm-t. Tartós öntőforma (gravitációs szerszám) öntőfogantyúk minimum 2-3 mm. A homoköntéshez általában 3–5 mm-es minimális falra van szükség a megbízható kitöltéshez, bár a képzett öntödei kezelők 2 mm-t értek el kisebb részeken, magas szilícium-folyékonyságú ötvözetekkel és jól záródó formákkal.
Az öntött alumínium hegeszthető?
Igen, sok alumíniumöntvény-ötvözet hegeszthető, de az eljárás óvatosságot igényel. Az A356 és 535 ötvözetek a leginkább hegeszthető öntvényötvözetek. A gázos wolfram ívhegesztés (GTAW/TIG) 4043 vagy 5356 töltőhuzallal szokásos gyakorlat. Az A380-at tartalmazó HPDC alkatrészeket szerkezeti alkalmazásokban általában hegeszthetetlennek tekintik a réztartalom és a hegesztés során felszabaduló gázporozitás miatt. Öntött alumínium hegesztése esetén melegítse elő a területet 150–200 °C-ra, hogy csökkentse a hősokk okozta repedéseket, és a hegesztés utáni feszültségmentesítés 175 °C-on 2–4 órán keresztül javasolt az A356-os szerkezeti illesztéseknél.
Mennyi idő alatt készül el az alumíniumöntvény?
Az átfutási idő a folyamattól és a szállító helyétől függően rendkívül eltérő. 3D-nyomtatott homokformájú öntvényeknél (prototípus mennyiségek) az első cikk szerinti átfutási idők 3-10 munkanap elérhető beszállítóktól. Hagyományos homoköntés új mintával: 4-8 hét mintakészítésnél plusz 1-2 hét öntésnél. HPDC új szerszámokkal: 10-20 hét a szerszámgyártásnál, majd gyártási mennyiség 2-4 hét alatt. Beruházási öntés: szerszámozásnál 8-16 hét, gyártásnál 3-6 hét. A magasabb költségű gyorsított szerszámprogramok 30–50%-kal csökkenthetik ezeket az idővonalakat prémium beszállítókkal.
Mi a különbség a fröccsöntés és a homoköntés között?
A homoköntéshez elhasználható homokformákat használnak, amelyeket megsemmisítenek az alkatrész felszabadításához – lehetővé téve az összetett geometriát és a nagyon nagy alkatrészeket, de alacsonyabb felületi minőséggel, szélesebb tűréssel és lassabb ciklusidővel. A présöntéshez tartósan edzett acélformákat (matricákat) használnak, és nagy nyomással injektálják a fémet – kiváló felületi minőséget (1–2 µm Ra), szűk tűréseket (±0,05–0,15 mm) és nagyon magas gyártási sebességet (30–120 másodperces ciklus), de magas szerszámköltséggel és minimális mennyiségi követelményekkel, amelyek miatt ez megközelítőleg 0 alkatrésznél nem gazdaságos10. A homoköntés jobb prototípusokhoz, nagy alkatrészekhez és kis mennyiségekhez; a présöntés kiváló a kis és közepes precíziós alkatrészek nagy volumenű gyártásában.
Az alumíniumöntés környezetbarát?
A másodlagos (újrahasznosított) ötvözet felhasználásával végzett alumíniumöntés a környezet szempontjából kedvezőbb fémmegmunkálási eljárások közé tartozik. A másodlagos alumínium az elsődleges alumíniumgyártás energiájának mindössze 5%-át teszi ki, és a CO₂-kibocsátás töredékét termeli. Az alumínium magas újrahasznosíthatósága – az autóiparban 90% feletti újrahasznosítási arány mellett – és a zárt hurkú anyagáramlás számos öntödei műveletben jelentősen környezetbarátabbá teszi, mint az elsődleges fémeket használó eljárások. A fő környezetvédelmi aggályok a fluxushasználatból származó fluorid-kibocsátás (a modern öntödékben nedves mosók által szabályozott) és a hűtőfolyadék-kezelés a megmunkálási műveletekben.
Eloxálhatom az öntött alumínium alkatrészeket?
A szabványos HPDC ötvözetek, mint például az A380 (amely 3–4% rezet tartalmaz) nem eloxálnak egyenletes minőségű felületre – a réztartalom barna vagy fekete foltosodást okoz az anódrétegben. A fröccsöntött alumínium eloxált megjelenésű felületeihez alacsony réztartalmú ötvözetet, például A360-at (0,6% alatti réztartalom) vagy speciális kozmetikai présöntvény-ötvözetet adjon meg. Az A356 és 535 ötvözetek tisztán eloxálódnak, és egyenletesen veszik fel a színezékeket. Ha fröccsöntésre van szükség, és eloxálást írnak elő, dolgozzon együtt öntvényszállítójával a megfelelő alacsony réztartalmú ötvözet kiválasztásában a tervezési szakaszban, ahelyett, hogy a szerszámok elkészítése után fedezné fel az összeférhetetlenséget.






